
Experimental study on air-quenching granulation of high-temperature copper slag and numerical simulation of cooling and solidification process of copper slag droplet
-
摘要:
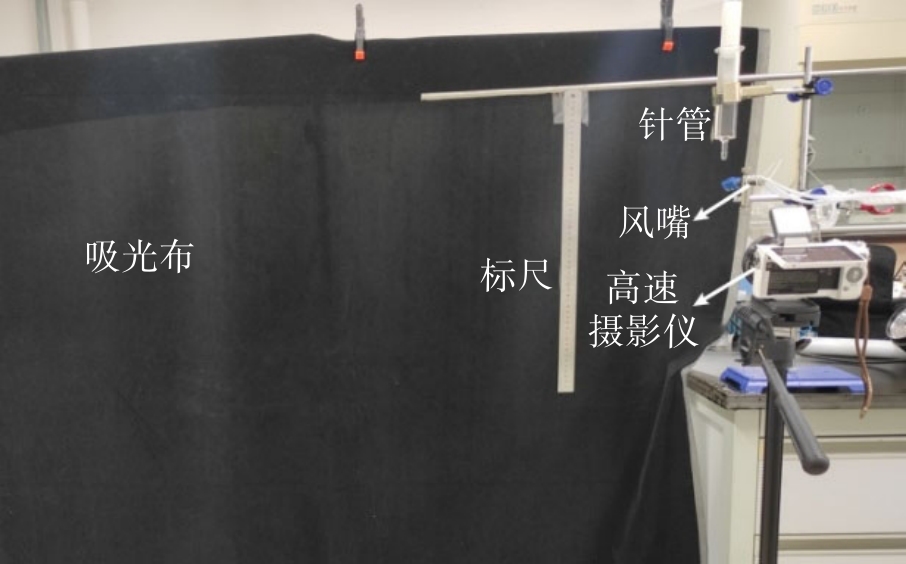
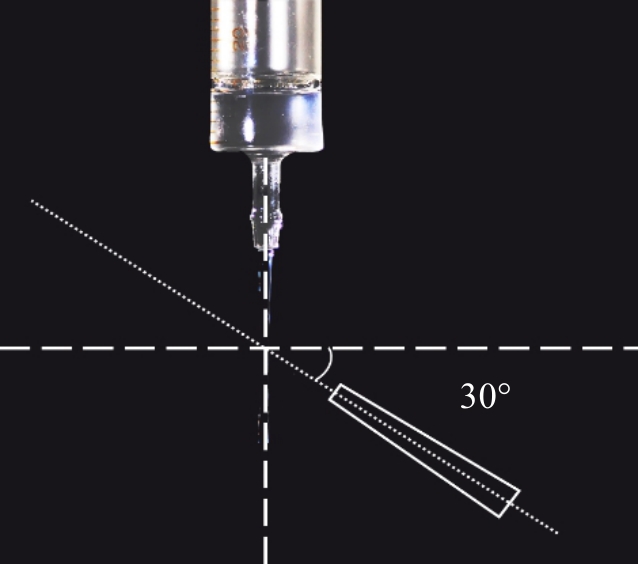
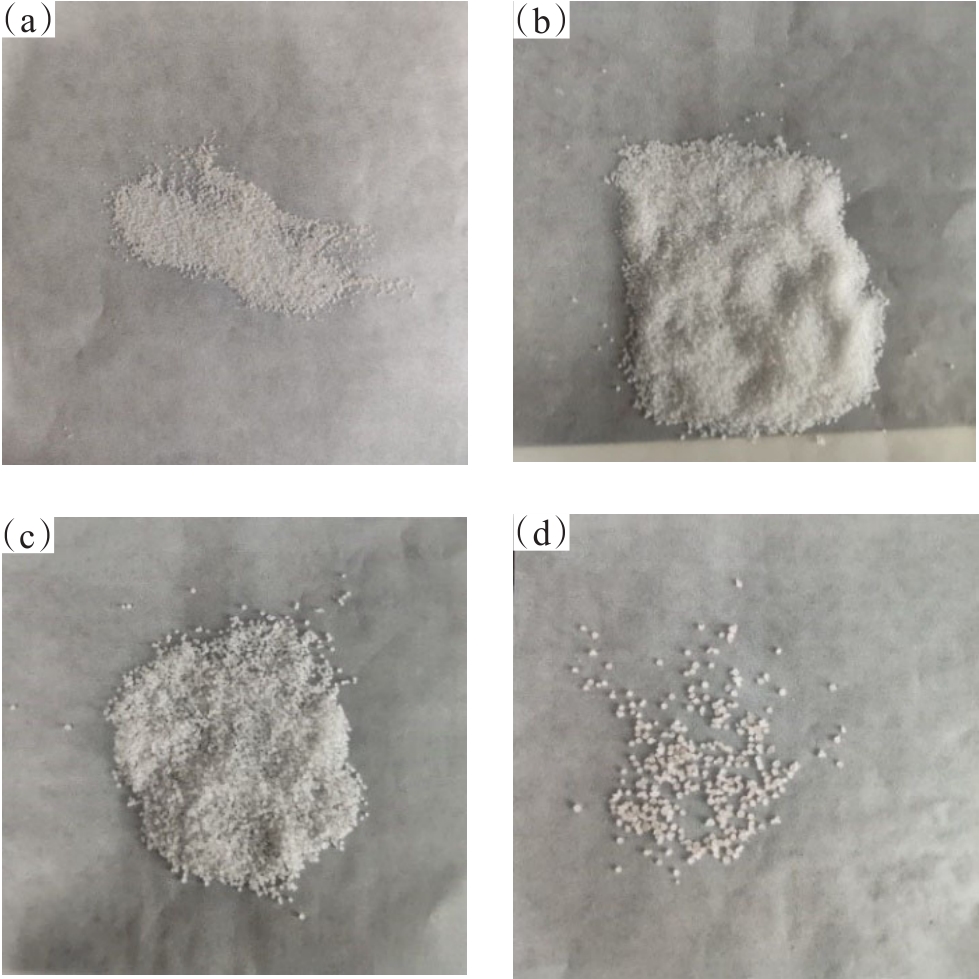
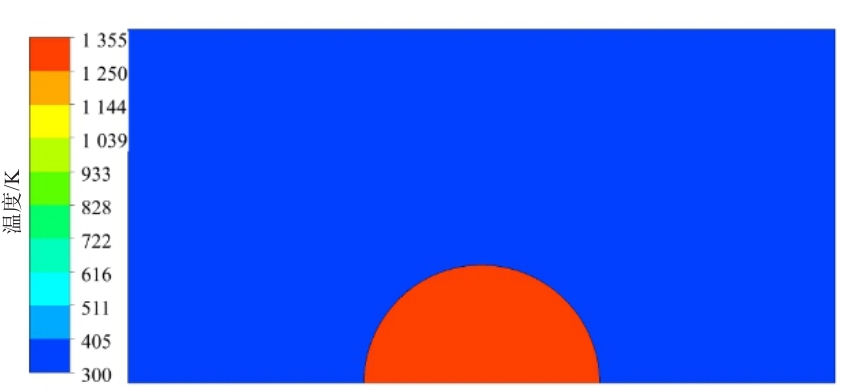
为了探究高温铜渣风淬造粒的可行性和分析液体黏度对风淬造粒效果的影响,搭建了风淬造粒实验台,对水、机油和液态石蜡的风淬造粒效果进行对比,得出随着液体黏度的升高,液滴形状更加接近球形且尺寸分布更加均匀;冷凝后的石蜡颗粒粒径分布较窄,有利于对高温颗粒进行二次余热回收。使用流体体积函数模型(VOF)和凝固熔化模型和辐射模型(DO)对单个铜渣液滴的冷凝过程进行了数值模拟。结果表明,初始温度为1 355 K,直径为2 mm的铜渣液滴被300 K室温空气冷却时,液滴表面能够快速凝固形成坯壳,经过1.62 s后铜渣液滴完全凝固。冷却过程中迎风面冷却速度较快而背风面较慢,导致液滴凝固不均匀。气流速度越大,对铜渣液滴的冷却能力越强,液滴的冷凝越快;液滴初始粒径越小,换热效率越高,凝固时间越短。
Abstract:In order to explore the feasibility of air-quenching high-temperature copper slag and investigate the influence of liquid viscosity on granulation, an experimental device was built to compare the granulation effectiveness of water, machine oil and liquid wax. The results show that the shape of liquid drops is closer to the sphere, and size distribution is more uniform with increasing liquid viscosity. Solidified wax granular has a narrow size distribution, which is beneficial for secondary the recovery of waste heat. Simulation of cooling and solidification of a single high-temperature copper slag droplet was carried out by using fluid volume function models (VOF), solidification melting model and radiation model (DO). The results indicate that the copper slag droplet with a diameter of 2 mm and temperature of 1 355 K can form a shell quickly and solidify completely after 1.62 s when cooled by air at room temperature of 300 K. The cooling rate at the windward side of the droplet is higher than the leeward side during the cooling process, which will result in uneven solidification. High-velocity airflow has a stronger cooling ability, which can lead to a faster solidification rate of the droplet. Heat transfer efficiency will be higher, and solidification time will be shortened with a decrease in initial droplet size.
-
20世纪50年代,在细磨工艺中采用除钢球外的其他磨矿介质,如圆柱、圆锥、立方体、六方体、钢锻、异性介质等,均研究用于磨矿作业[1-2].吴志强用纳米陶瓷球作细磨介质下的磨矿能耗与粒度分布特征,证实了磨矿产品的破碎行为不仅与给矿粒度大小有关[3-5],而且与磨矿介质的类型有关[6-7].众所周知,磨矿过程是一个随机概率过程.矿物的磨碎程度在于矿物进入磨矿介质之间区域的概率以及矿物与磨矿介质接触后破碎的概率.前者可称为接触概率,后者可称为破碎概率[8-9].通常,接触概率与研磨介质比表面积有关[10],破碎概率与研磨介质重量有关.在破碎粗粒时,磨矿过程是破碎概率占优;而在破碎细粒时,往往是接触概率占优,此时介质形状就显得无关紧要,只需磨矿介质提供大的比表面积即可.
细磨工艺中如何在满足破碎力的前提条件下提供比表面积足够大的研磨介质就显得至关重要[11].与钢球相比,圆柱体磨矿介质的优点在于表面积大以及接触方式,圆柱体磨矿介质不仅存在点接触,而且存在线接触,破碎产品粒度均匀[12-13].施逢年研究结果显示[14],钢锻和钢球的磨矿效率受到磨矿介质的重量、表面积、尺寸大小的影响,在相同的质量、尺寸大小的钢锻和钢球磨矿,磨矿产品大致相同的(0.038~0.425 mm)含量,钢锻比钢球的含量还稍多些;在相同表面积、尺寸大小的钢球和钢锻磨矿,钢球(0.038~1.7 mm)含量多于钢锻;在相同表面积、质量的钢球和钢锻磨矿,钢球(0.038~0.3 mm)含量多于钢锻.这一点在课题组论文中也得到了验证[15].
在相同重量下,寻求比表面积更大的磨矿介质一直没有停止过.石贵明等发明了一种面接触为主、线接触为辅的磨矿介质-六棱柱[16].六棱柱由于比表面积更大,因而可以相信其磨矿产品的粒度均匀性和磨矿过程的选择性明显比钢球和钢锻较好,适合于钨、锡矿等脆性矿物的磨矿[17-18].文中采用1.18~2.00 mm、0.6~1.18 mm、0.3~0.6 mm 3个粒级样以及实际生产二段沉砂样作为研究对象,采用等质量的钢锻和六棱柱进行分批次磨矿,记录其磨矿功耗,采用JK粒度破碎模型对试验数据进行拟合,分析2种磨矿介质的磨矿能耗和粒度分布特征、得到2种不同磨矿介质磨矿产品的比表面积、体积密度与比能量、粒度的关系.
1 试验
1.1 试验材料
试验采用的矿样取自湖南柿竹园公司选矿厂钨矿石.该物料经过破碎和筛分后,制备得到1.18~2.00 mm、0.6~1.18 mm、0.3~0.60 mm 3个粒级的入磨给料.钢锻作为磨矿介质的规格为D×L为36 mm×48 mm,总质量为10 671 g.这些材料已经在文献[7]进行了阐述.其与钢锻作对比的磨矿介质为六棱柱.底面边长为22 mm、侧面长度为46 mm、侧面宽度为36 mm,如图 1所示.磨矿时介质的总质量也相同的,为10 610 g. 2个磨矿介质的物理性能差异如表 1所列.
表 1 磨矿介质物理性能Table 1. Physical properties of the grinding media
在相同直径的条件下,六棱柱的比表面积和钢锻一样大;在相同总质量的情况下,由于六棱柱的单个重量略大于钢球,故六棱柱的个数比钢锻少3个;但单个六棱柱的表面积比钢锻大13.2 %,总表面积略高于钢锻2.28 %.从磨矿介质和矿物的接触方式来看,钢锻以线接触为主,六棱柱是以面接触为主,线接触为辅.
1.2 试验方法
实验装置仍在容积为6.25 L、转速为96 r/min的Φ240 mm×90 mm的锥形球磨机进行.采用入磨原料为1.18~2.00 mm、0.6~1.18 mm、0.3~0.6 mm 3个粒级钨矿石进行批次磨矿试验.磨矿时,固定磨矿浓度为65 %,磨矿介质充填率为35 %,磨矿给矿为500 g,仅改变磨矿时间.分别采用六棱柱、钢锻作为磨矿介质分别进行磨矿时间为1 min、2 min、3 min、4 min的磨矿试验,通过功率记录仪,实时记录其磨矿过程功耗,计算磨矿过程能耗.磨矿试验完成后,对磨矿产品进行烘干,缩分,制样,制取125 g样品进行筛分,采用筛序为

1.3 重复性试验
文中介绍一下实验装置的重复性试验结果.采用六棱柱和钢锻分别进行了2种磨矿介质磨矿2 min的重复试验,记录其磨矿能耗和计算得到t10值,对试验的数据进行置信度分析,表 2所列为重复试验中比能量和t10值的结果.
表 2 比能量和t10的95 %置信限的标准误差Table 2. Standard errors and 95 % confidence limits associated with specific energy and t10 values
从表 2可以看出,六棱柱的95 %置信度的比能量的数值为(0.69 ±0.008)kWh/t,比能量范围为0.682~0.698 kWh/t,95 %置信度的t10的数值为9.68 %±0.104 %,t10范围为9.576 %~9.784 %,95 %置信水平在1 %的置信度范围内,说明获得的数据重复性也很好,可信度高.
重复试验数据从后文也可以看出端倪.以0.6~1.18 mm作重复磨矿2 min试验,所获得的筛下累积粒度曲线基本重合,说明试验装置和实验方法是可靠的.
2 结果与讨论
2.1 磨矿产品粒度分布特征
如图 2揭示了在相同的磨矿时间1 min、4 min时,给矿粒度为0.3~0.6 mm的物料采用钢锻、六棱柱磨矿的产品粒度分布结果.
![]() 图 2 钢锻和六棱柱作为磨矿介质下的磨矿产品粒度分布Figure 2. Size distributions of ground product of hexagons and cylpebs
图 2 钢锻和六棱柱作为磨矿介质下的磨矿产品粒度分布Figure 2. Size distributions of ground product of hexagons and cylpebs从图 2可知,钢锻和六棱柱有相同的磨矿粒度分布规律,一方面,从磨矿细度来看,随着磨矿时间的延长,钢锻与六棱柱的磨矿细度差异在加大.从P80来看,磨矿时间为1 min时,钢锻的P80为0.45 mm,六棱柱的P80为0.47 mm;磨矿时间为4 min时,钢锻的P80为0.28 mm,六棱柱的P80为0.35 mm;因此随着磨矿时间的延长,P80之间的差值也在加大.因此,仅从粉碎细度上看,六棱柱的磨矿能力明显不如钢锻.
尽管在同一给料粒度下,钢锻和六棱柱作为磨矿介质时磨矿产品有着相同的粒度分布规律.但是随着给料粒度的变细,六棱柱对细粒物料的研磨能力却在不断增强.在相同的磨矿时间2 min时,采用六棱柱在不同给矿粒度的磨矿产品粒度分布如图 3所示.在相同的磨矿时间内,六棱柱磨矿时,1.18~2.00 mm、0.6~1.18 mm、0.3~0.6 mm 3个粒级磨矿产品≤0.075 mm的含量分别为8.88 %、10.90 %、13.91 %,P80分别为1.4 mm、0.78 mm、0.4 mm,说明给矿粒度细的比粒度粗的容易产生更多≤0.075 mm的含量和更小的P80,说明六棱柱磨矿时,对细粒级的磨矿效果较好.
![]() 图 3 六棱柱磨矿时间2 min内不同给料粒级下磨矿产品粒度分布Figure 3. Size distributions of ground product with three single size feed at the 2min grinding
图 3 六棱柱磨矿时间2 min内不同给料粒级下磨矿产品粒度分布Figure 3. Size distributions of ground product with three single size feed at the 2min grinding因此,从磨矿能力上看,钢锻高于六棱柱.
2.2 磨矿过程能耗分布特征
继续以t10作为磨矿细度指标,图 4所示为钢锻和六棱柱磨矿t10和比能量的关系.
从图 4可知,t10随着入磨粒度的减少而减小,在同一输入能量下,对同一钢锻而言,t10随着入磨粒度的减少而减小,对于同一六棱柱而言,t10也随着入磨粒度的减少而减少,相比较而言,无论是相同的比能量,相同的入磨粒度,钢锻比六棱柱的t10的含量要高些,且随着入磨粒度变化,最高可达到3.09 %.
2.3 磨矿产品的比表面积和能耗、t10的关系
Stamboliadis(2009)经过推导得到特定的磨矿产品的比表面积公式,其表达式如下:

(1) 根据式(1)可知:ss为特定物料的计算比表面积,m2/kg; f为面积系数(对于球形颗粒,f=π); k是体积系数(对于球形颗粒k=p/6),q是物料的密度, kg/m3.采用筛序为

文中计算得到≤0.038 mm以下物料的比表面积,k和f分别设置为π和π/6. q经过实验测定为2 440 kg/m3,其中n=2, 分成≤0.010 mm、0.010~0.019 mm、0.019~0.038 mm 3个粒级,d1=0.027mm, d2=0.014 mm, d3=0.005 mm.图 5所示为钢锻和六棱柱磨矿产品的比表面积与比能量、t10的关系.
![]() 图 5 磨矿产品比表面积与比能量、磨矿细度的关系Figure 5. Relationship between the mass percentage of particles less than 0.01 mm and specific energy
图 5 磨矿产品比表面积与比能量、磨矿细度的关系Figure 5. Relationship between the mass percentage of particles less than 0.01 mm and specific energy从图 5(a)可知,对于六棱柱和钢锻磨矿的产品的比表面积都随比能量的增加而增加,对于同一六棱柱而言,在相同的比能量输入,矿物的比表面积随着给矿粒度减少而递增,钢锻也具有相同的规律,在同样的能量的输入下,同样的给矿粒度,钢锻磨矿的产品比表面积比六棱柱大.
从图 5(b)可知,对于六棱柱和钢锻磨矿的产品的比表面积都随磨矿细度指标t10的增加而增加,而t10是衡量磨矿细度的一个指标,换句话说,六棱柱和钢锻磨矿的产品的比表面积都随磨矿细度的增加而增加.对于同一六棱柱而言,在相同的t10的条件下,矿物的比表面积随着给矿粒度减少而递增,钢锻也具有相同的规律,在同样的能量的输入下,同样的给矿粒度,钢锻的磨矿产品比表面积比六棱柱大.
2.4 磨矿产品的体积密度和能耗、t10的关系
磨矿产品的好坏一般用磨矿细度来衡量,除了细度,磨矿产品的物理性质中是否也存在一定的关系,体积密度就是其中一个重要的指标,为了进一步说明得到体积密度与比能量、t10之间的关系如图 6(a)、图 6(b)所示.
![]() 图 6 磨矿产品体积密度与比能量、t10的关系Figure 6. Relationship between the volume density of ground particles less than 0.01 mm and specific energy
图 6 磨矿产品体积密度与比能量、t10的关系Figure 6. Relationship between the volume density of ground particles less than 0.01 mm and specific energy从图 6(a)可知,对于六棱柱和钢锻磨矿的产品的体积密度都随比能量的增加而减少,对于同一六棱柱而言,在相同的比能量输入,矿物的体积密度随着给矿粒度减少而减少,钢锻也具有相同的规律,在同样的能量的输入下,同样的给矿粒度,钢锻磨矿的产品体积密度比六棱柱小.
从图 6(b)可知,对于六棱柱和钢锻磨矿的产品的体积密度都随t10的增加而递减,也就是说矿物磨得越细,矿物的体积密度越小.对于同一六棱柱而言,在相同的t10的条件下,矿物的体积随着给矿粒度减少而减少,钢锻也具有相同的规律,在同样的能量的输入下,同样的给矿粒度,钢锻的磨矿产品体积密度比六棱柱小.
2.5 粒度均匀性分布特征
选用0.01~0.1 mm的含量为粒度均匀性指标,进一步比较了钢锻和六棱柱的磨矿效果.图 7所示为钢锻和六棱柱磨矿0.01~0.1 mm的含量和比能量的关系.
![]() 图 7 0.01 mm~0.1 mm的含量与比能量关系Figure 7. Mass percentage of 0.01~0.10 mm ground product in relation to specific energy
图 7 0.01 mm~0.1 mm的含量与比能量关系Figure 7. Mass percentage of 0.01~0.10 mm ground product in relation to specific energy从图 7可知,无论是六棱柱还是钢锻,磨矿产品中0.01~0.1 mm的含量随着入磨粒度的减少而增加.但相比较而言,无论是相同的比能量,相同的入磨粒度,钢锻比六棱柱的0.01~0.1 mm的含量均要高些,且随着入磨粒度变化,最高差值为1.85 %.
在相同的磨矿细度下,进一步比较2种介质磨矿的产品粒度均匀性.对于0.3~0.6 mm的入磨料而言,由图 4可知,在相同的t10为20 %下,钢锻的比能量为1.53 kWh/t,六棱柱的比能量为1.81 kWh/t,说明六棱柱的磨矿能力比钢锻要低些.但是在相同的磨矿细度下,六棱柱磨矿产品中0.01~0.10 mm的含量为31.33 %,钢锻为30.00 %,比钢锻多1.33 %,说明以面接触和线接触为主的磨矿介质,比钢锻以线接触为主的磨矿产品有更好的粒度均匀性.
2.6 磨矿产品粒度破碎模型拟合
图 8给出了六棱柱磨矿下的JK粒度破碎模型拟合曲线.
由图 8可以解析出六棱柱的JK粒度破碎模型的表达式为:
t10=74.7{1-exp[-0.044·x·E]}
其中:M=74.7,p=0.069,q=0.656.
JK拟合结果与试验结果一致,说明六棱柱和钢锻磨矿产品有着同样的磨矿效果.
3 结论
1)磨矿产品的破碎行为不仅与给矿粒度大小有关,而且与磨矿介质的类型有关.六棱柱作为细磨介质,与钢锻相比,它们磨矿产品也有着相同的粒度分布规律,符合JK粒度破碎模型.
2)在磨矿的过程中,一方面,随着矿物的磨细,矿物的磨矿细度在增加,与此同时矿物的比表面积也增加,而矿物的体积密度在减少;另一方面,矿物的细度随着给矿粒度的减少而增加,比表面积也是一样的规律,体积密度随着给矿粒度的增加而减少,比表面积可以进一步补充说明钢锻与六棱柱的磨矿规律.
3)对于钢锻和六棱柱都具有同样的规律在相同磨矿条件下,六棱柱磨矿时生产能力比不上钢锻和钢球.但随着给料粒度的变细,六棱柱的磨矿效果也开始显现,其磨矿产品中P80和t10值与钢锻的差异也越来越小.
4)磨矿产品中≤0.010 mm的含量明显低于钢锻,过粉碎轻,从而证实了六棱柱以面接触为主的研磨介质,比钢锻作为线接触为主的研磨介质对细粒级物料有较好的研磨效果,有助于保护有用矿物遭受过粉碎.
王庆龙 -
![]()
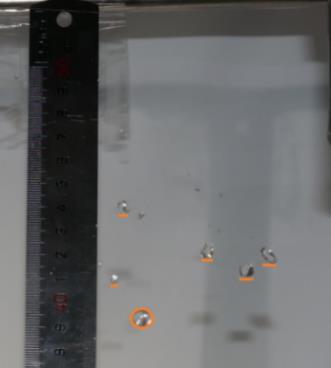
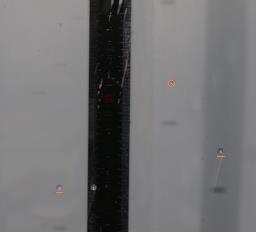
图 7 固相石蜡颗粒尺寸分布:(a) <0.3 mm;(b) 0.3~0.6 mm;(c) 0.6~0.9 mm;(d) >0.9 mm
Fig 7. Size distribution of solid wax granulation: (a) <0.3 mm; (b) 0.3~0.6 mm; (c) 0.6~0.9 mm; (d) >0.9 mm
![]()
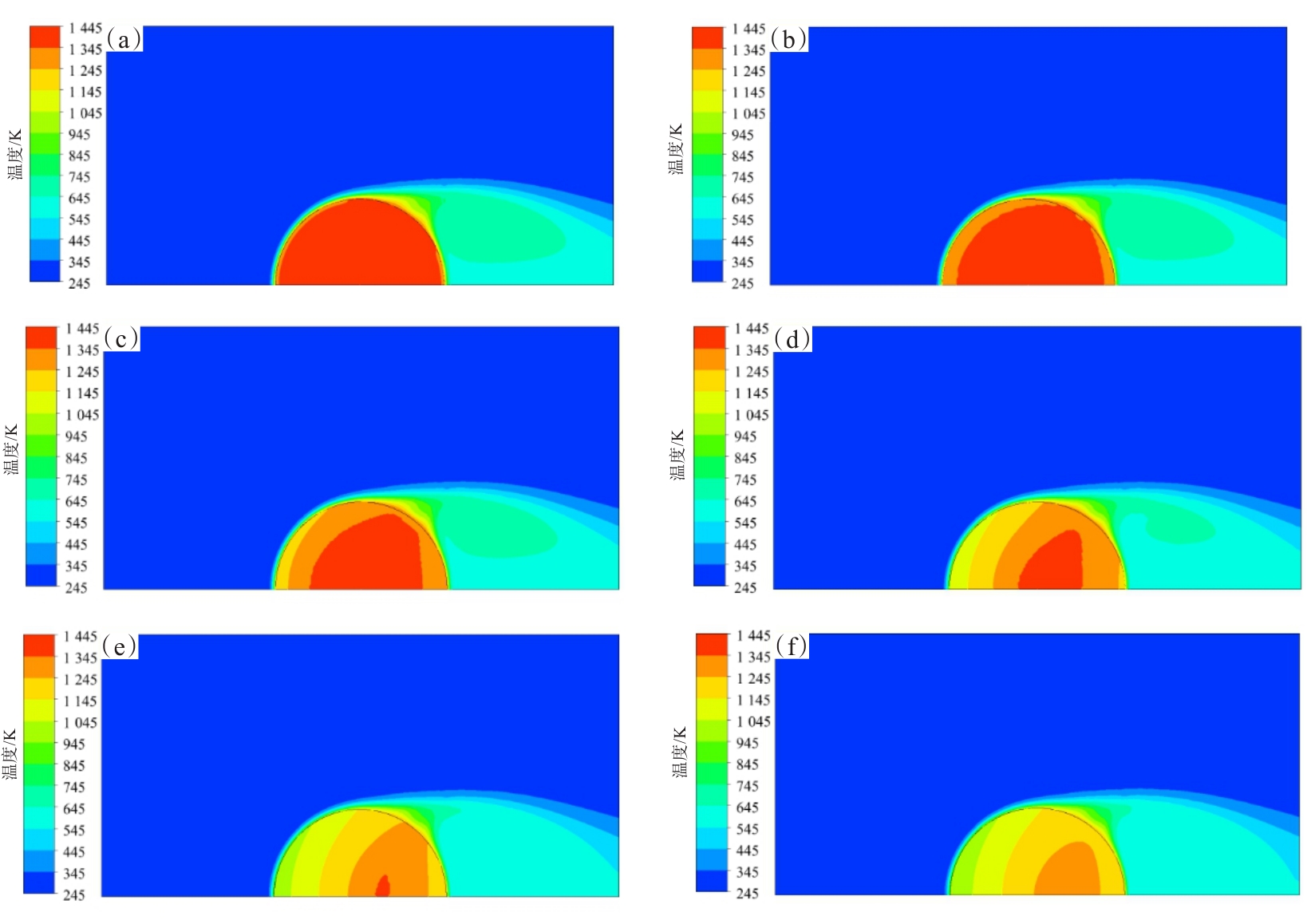
图 12 不同时刻铜渣液滴内部和周围空气的温度分布云图:(a)0.05 s;(b)0.2 s;(c)0.5 s;(d)1.0 s;(e)1.5 s;(f)1.62 sFig.12 Cloud map of temperature distribution inside and around copper slag droplets at different times:(a)0.05 s;(b)0.2 s;(c)0.5 s;(d)1.0 s;(e)1.5 s;(f)1.62 s
![]()
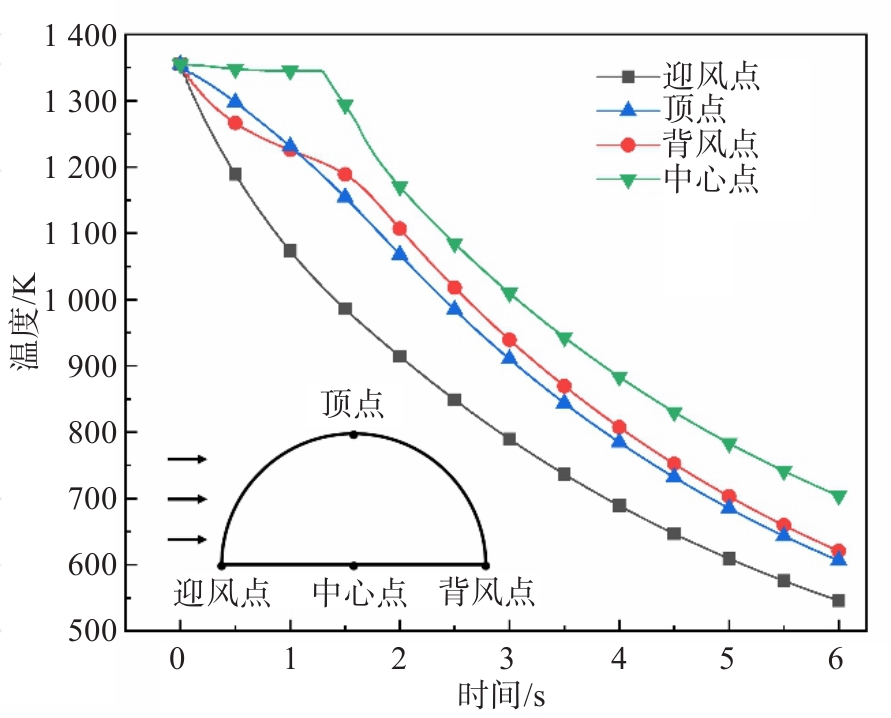
图 13 不同时刻液滴表面和中心温度变化
Fig 13. Temperature variation on outer surface and center of copper slag droplet at different times
![]()
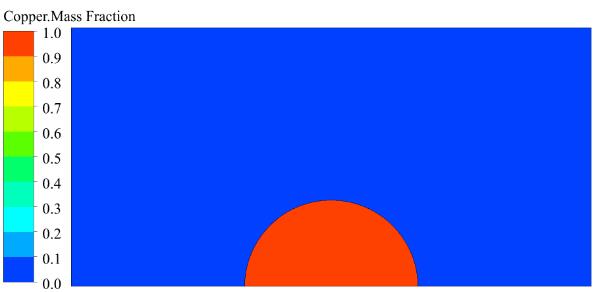
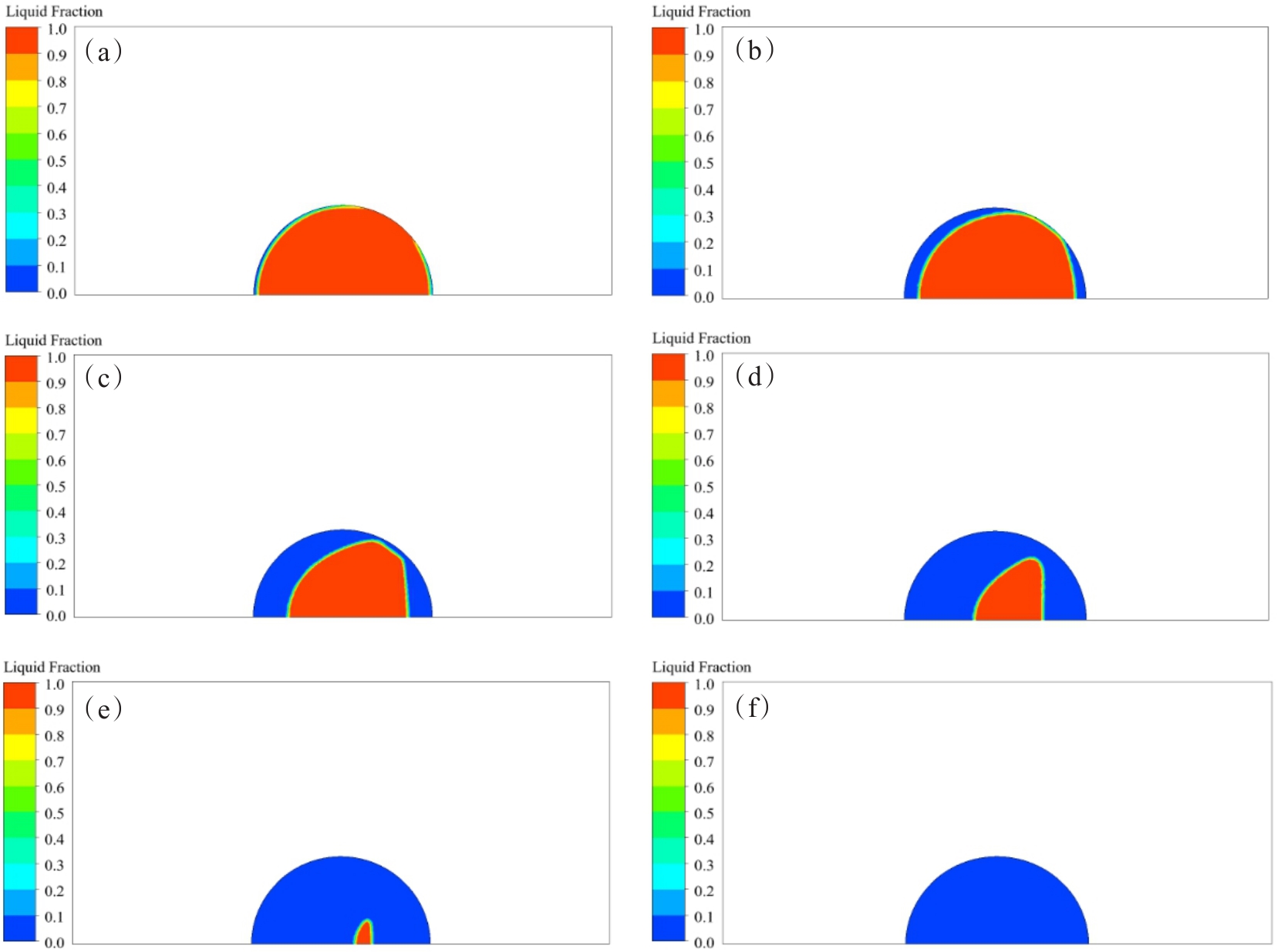
图 14 不同时刻铜渣液滴相分布云图:(a)0.05 s;(b)0.2 s;(c)0.5 s;(d)1.0 s;(e)1.5 s;(f)1.62 s
Fig 14. Phase distribution of slag drop at different times:(a)0.05 s;(b)0.2 s;(c)0.5 s;(d)1.0 s;(e)1.5 s;(f)1.62 s
![]()
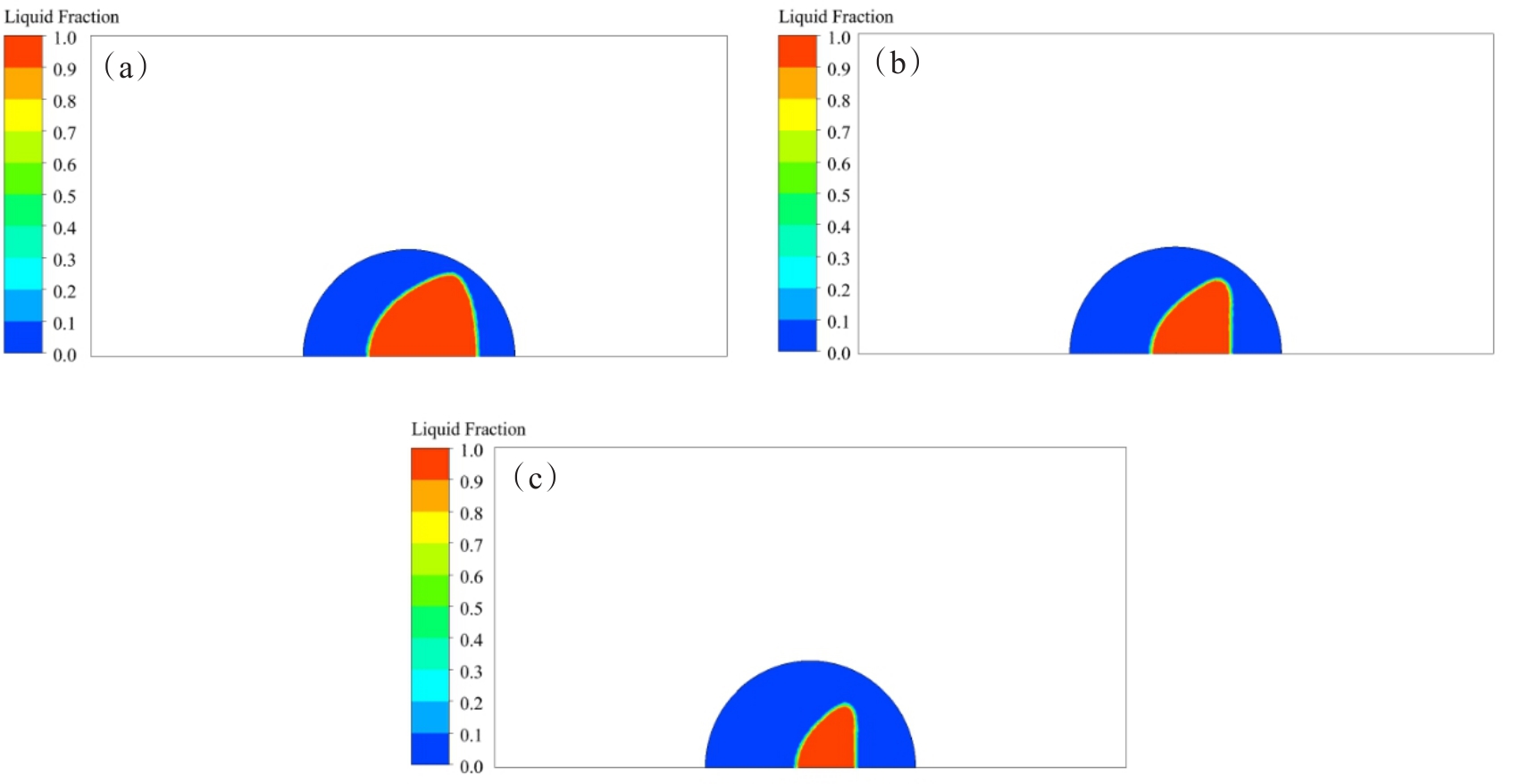
图 15 1 s时不同气流速度下液滴相分布图:(a)5 m/s;(b)10 m/s;(c)15 m/s
Fig 15. Phase distribution of copper slag drop under different air flow rate at 1 s:(a)5 m/s;(b)10 m/s;(c)15 m/s
![]()
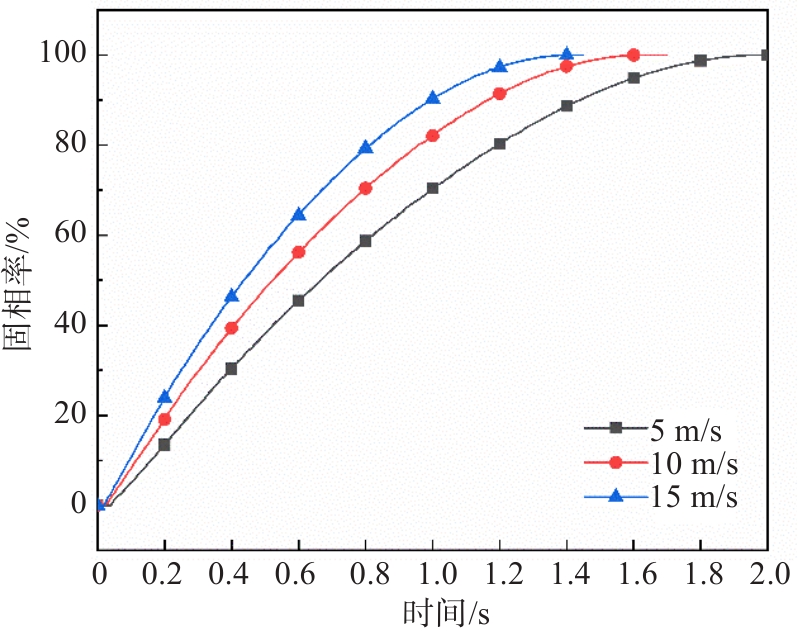
图 16 不同气流速度下铜渣液滴固相体积分数随时间的变化
Fig 16. Solid fraction variation of copper slag droplet at different times
![]()
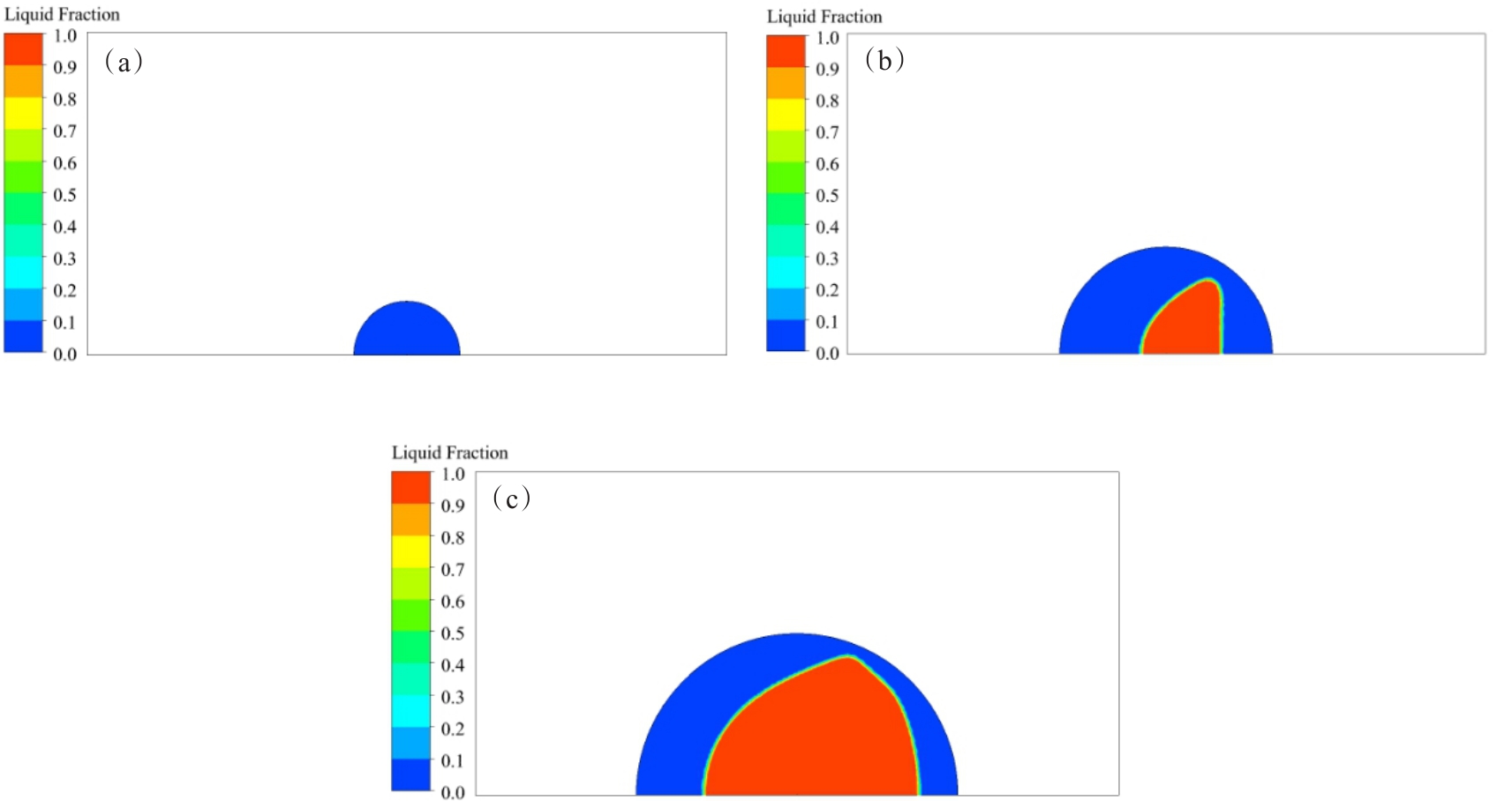
图 17 1 s时不同粒径下铜渣液滴相分布图:(a)d=1 mm;(b)d=2 mm;(c)d=3 mm
Fig 17. Phase distribution of copper slag drop under different initial size at 1s: (a)d=1 mm;(b)d=2 mm;(c)d=3 mm
![]()
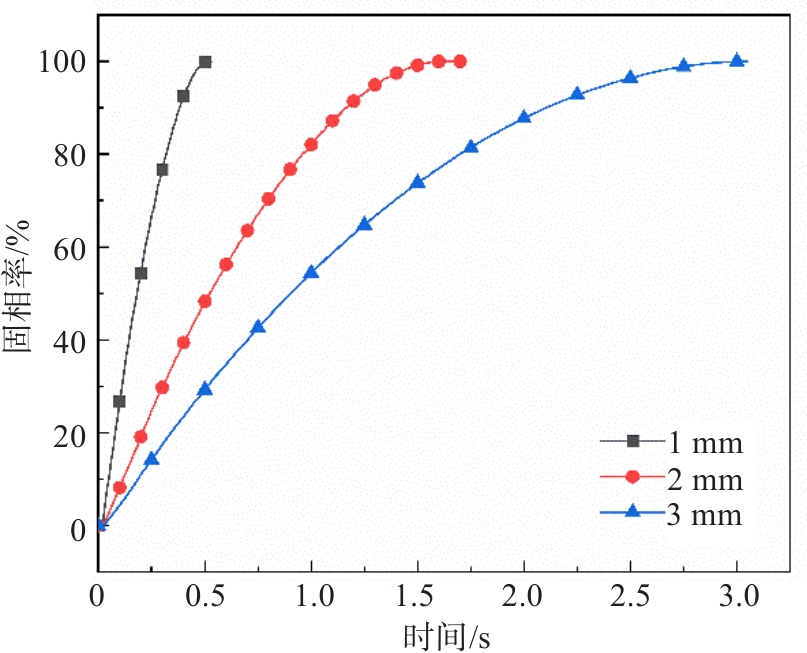
图 18 不同粒径下铜渣颗粒固相率随时间的变化
Fig 18. Solid fraction variation of copper slag drop under different initial size
表 1 实验工质的物性参数
Table 1 Physical properties of experimental fluid
实验工质 密度/(kg/m3) 黏度/(kg/m/s) 常温水 1.00×103 0.000 89 机油 0.91×103 0.008 60 石蜡 0.86×103 0.003 30  下载: 导出CSV
下载: 导出CSV
表 2 铜渣和空气物性参数
Table 2 Physical properties of copper slag and air
参数 数值 铜渣初始温度/K 1 355 铜渣黏度/(Pa·s) 0.5 铜渣密度/(kg/m3) 3 300 铜渣比热容/(J/kg/K) 1 100 铜渣导热系数/(W/m/K) 1.186 铜渣相变潜热/(J/kg) 200 000 铜渣与空气间的表面张力系数/(N/m) 0.35 铜渣分子量/(g/mol) 55 铜渣相变温度点/K 1 345 空气初始温度/K 300 空气密度/(kg/m) 1.225 空气比热容/(J/kg/K) 1 006.43 空气导热系数/(W/m/K) 0.024 2 空气黏度/(Pa·s) 1.789 4×10-5
下载: 导出CSV
-
[1] 姚志超, 孙彦文. 中国铜工业现状与技术展望[J]. 中国资源综合利用, 2019, 37(7): 103-105. [2] 吕义文, 朱恂, 王宏, 等. 高温液态熔渣离心粒化余热回收技术[J]. 中国基础科学, 2020, 22(2): 28-35,42. [3] RAHIMI M, YAZDANPARAST S. REZAI P Y. Parametric study of droplet size in an axisymmetric flow-focusing capillary device[J]. Chinese Journal of Chemical Engineering, 2020, 28(4): 1016-1022.
[4] SURIP W, PUTRA N, ANTARIKSAWAN A R. Design of passive residual heat removal systems and application of two-phase thermosyphons: A review[J]. Progress in Nuclear Energy, 2022, 154: 104473.
[5] ROGACHEV S O, PRIUPOLIN D V. Effect of a thermal hardening method on the structure and mechanical properties of 20GL steel[J]. Russian Metallurgy (Metally), 2022, 2022(10): 1312-1317.
[6] 邱琳, 桑大伟, 冯妍卉, 等. 高炉熔渣流化床余热回收的优化分析[J]. 工程热物理学报, 2019, 40(5): 1086-1094. [7] 纪慧敏, 黄友亮, 仪垂杰, 等. 高炉渣干式离心粒化机理及实验研究[J]. 中国粉体技术, 2020, 26(2): 63-69. [8] 邱勇军, 朱恂, 王宏, 等. 熔渣颗粒空冷相变换热的三维数值模拟[J]. 化工学报, 2014, 65(增刊1): 340-345. [9] 王丽丽, 客海滨, 王立梅. 气淬高炉渣颗粒凝固行为数值模拟[J]. 唐山学院学报, 2022, 35(6): 35-40. [10] 王子兵, 刘跃, 张玉柱, 等. 高炉熔渣气淬粒化热量回收试验研究[J]. 钢铁钒钛, 2018, 39(4): 93-98. [11] 杜宇航, 刘晓宏, 温治, 等. 高炉渣液滴破碎过程数值模拟[J]. 材料与冶金学报, 2023, 22(1): 23-29. [12] PENG H, HU Z W, SHAN X K, et al. Study on the solidification characteristics of molten slag droplets cooled by mixed cooling medium[J]. Applied Thermal Engineering, 2019, 149: 939-949.
[13] 王绍文, 梁富智, 王纪曾. 固体废弃物资源化技术与应用[M]. 北京: 冶金工业出版社, 2003. [14] WANG L L, ZHANG Y Z, LONG Y. Numerical investigation of breakup process of molten blast furnace slag through air quenching dry granulation technique[J]. Journal of Iron and Steel Research International, 2021, 28(1): 10-18.
[15] 雷星, 甄新刚, 张炯明. 475 mm特厚板坯连铸结晶器浸入式水口优化数值模拟研究[J]. 江西冶金, 2023, 43(6): 457-464. [16] ZHANG B, ZHOU J M, LI M, et al. Modeling and simulation of iron ore sintering process with consideration of granule growth[J]. ISIJ International, 2018, 58(1): 17-24.
[17] 谭金池, 张斌, 袁富, 等. 板坯连铸结晶器三维流场模拟仿真研究[J]. 江西冶金,2020, 40(6): 11-15. [18] 戴志海, 张斌, 彭金鹏, 等. 底吹炼铜熔池液面波动数值模拟[J]. 有色金属科学与工程, 2021, 12(6): 9-16,41. [19] 袁启盛, 张斌, 戴志海, 等. 底吹炼铜喷口区多相流动特性数值模拟研究[J]. 世界有色金属, 2021(2): 6-10. [20] 彭金鹏, 詹佳鑫, 张斌, 等. 铜底吹熔池熔炼炉多相流数值模拟[J]. 有色金属科学与工程, 2023, 14(3): 318-328. [21] 文棠根, 张斌, 张家微, 等. 6 kA 稀土钕电解槽多相流动数值模拟[J].有色金属科学与工程, 2023, 14(5): 706-715. [22] 常庆明, 程永楷, 李先旺, 等. 高炉渣干式离心粒化的建模仿真研究[J]. 钢铁钒钛, 2014, 35(1): 69-73,78. [23] ZHANG B, ZHOU J M, LI M. Prediction of sinter yield and strength in iron ore sintering process by numerical simulation[J], Applied Thermal Engineering, 2018, 131: 70-79.
[24] 杨世铭, 陶文铨. 传热学[M]. 4版. 北京: 高等教育出版社, 2006. -
期刊类型引用(9)
1. 谢卫宁,林生茂,王帅,冯芝勇. 基于微米CT的磨介对产物三维形貌影响实验设计. CT理论与应用研究. 2024(03): 299-308 .  百度学术
百度学术
2. 崔朝泽,王岩. 磨矿产品粒度优化方法研究进展. 黄金. 2023(02): 46-50 . 百度学术
3. 袁程方,邵翌博,熊源,王鑫,朱峰,李勇. 装球制度对花岗斑岩磨矿产品粒度特性的影响. 矿业研究与开发. 2022(02): 54-59 . 百度学术
4. 胡蝶,赖俊全,李雨晴,蓝鹏宇,吴彩斌. 某氧化铅锌尾矿浮选工艺试验研究. 矿冶. 2022(01): 12-18 . 百度学术
5. 袁程方,李勇,朱峰,王鑫,熊源,邵翌博. 安山玢岩精确化磨矿粒度特性研究. 有色金属(选矿部分). 2022(05): 85-91 . 百度学术
6. 柳晓峰,康建雄,袁程方,吴彩斌. 钢球级配对百花岭选厂钼矿石磨矿产品粒度特性的影响研究. 现代矿业. 2021(10): 120-123 . 百度学术
7. 程敏,刘保国,曹宪周,王明旭. 振动磨机磨介特征对小麦麸皮超微粉碎效果的影响. 农业工程学报. 2021(23): 256-263 . 百度学术
8. 雷存友,余浔,冯裕果. 碎磨工艺现状及发展趋势. 有色金属(选矿部分). 2019(05): 15-19 . 百度学术
9. 吴志强,方鑫,童佳琪,廖宁宁,徐今冬,吴彩斌. 纳米陶瓷球作细磨介质下的磨矿能耗与粒度分布特征. 有色金属科学与工程. 2019(05): 91-96 . 本站查看
其他类型引用(4)












计量
- 文章访问数: 49
- HTML全文浏览量: 3
- PDF下载量: 7
- 被引次数: 13
