
The Repairing of Bearing Cover and Chock of Hoisting Drum of WK-4 Type Shovel
-
Abstract: The repairing wearing method of cover and shovel of hoisting drum of WK-4 type shovel is introduced.
-
Keywords:
- bearing cover /
- bearing chock /
- wearing /
- repairing
-
0 前言
WK-4型电铲是宜春钽铌矿的主要采矿设备。1999年11月,钽铌矿按照大修计划对5#WK-4型电铲进行了大修理,整机解体后,发现铲斗提升机构工作不正常不仅轴承有问题,而且因轴承问题造成了提升卷筒轴承座及轴承盖磨损严重,使整个铲斗提升机构工作不正常。因此,必须对提升卷筒轴承座及轴承盖进行修复或更换,否则,将无法保证铲斗提升机构的正常工作。
因为提升卷筒轴承座及轴承盖不属于易损件,大修计划没有列入更换项目,所以没有准备配件,无法进行更换。为了尽快完成电铲的大修工作,早日恢复设备的正常运行,并尽可能降低大修费用,决定依靠自己的技术力量,对提升卷筒轴承座和轴承盖进行现场修复,以保证5#WK-4型电铲大修工作的顺利完成,让设备能尽快地投入正常的生产作业。
1 磨损情况
通过查寻设备的原始图纸资料,其轴承座及轴承盖原设计尺寸见表 1,通过现场检测,轴承座及轴承盖的轴承位置的磨损情况结果见表 2。
表 1 轴承座及轴承盖设计尺寸mm 表 2 现场测量轴承位置磨损情况 mm
表 2 现场测量轴承位置磨损情况 mm
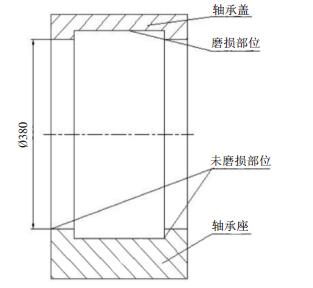
根据表 1、表 2的结果可知,提升卷筒轴承座及轴承盖的轴承位置己呈椭圆状,而非轴承位置的尺寸仍在Ø380+0.057mm之内,轴承位置只是局部磨损。按正常情况,大修必须更换磨损的轴承座及轴承盖,但根据钽铌矿生产的实际情况,配件订购周期长、费用高,时间不允许,经济效益不合算,所以决定自己修复。只需以未磨损的部位为参照面,就可修复磨损的部位。
2 维修
2.1 轴承位置的修复
(1) 采用堆焊方法将磨损的轴承位置进行施焊,如图 1。用J422焊条,采用手工电弧焊分段进行施焊,焊一段,用手锤击打焊缝一遍,以消除应力,再进行下一段施焊。
(2) 堆焊工作完成后,待施焊部位缓慢冷却后,再进行清渣,检查堆焊效果,不允许有气孔、夹渣、裂纹等缺陷,并确保堆焊部位比未磨损部位高1mm以上,否则须进行补焊。
(3) 堆焊自然冷却后,再对堆焊部位用手提砂轮机手工均匀地进行粗磨,其目的是减少下一道工序(精磨)的加工量,严格控制堆焊部位比未磨损部位高0.5mm左右,要求作业人员工作时认真、仔细,有耐心,并反复测量,确保下一道加工工序的加工佘量。
(4) 使用自制磨削装置对轴承座的堆焊部位进行精磨加工,以保证恢复轴承座的轴承位置的原始尺寸;轴承盖的堆焊部位的修复采用将左右两个轴承盖合二为一,用螺栓紧固后,上车床进行加工,以达到合格的尺寸。
(5) 为避免未磨损部位受损,堆焊前必须先用石棉板将未磨损部位遮盖,以防施焊时未磨损的部位受电焊的损坏,影响轴承座及轴承盖的修复工作。
(6) 轴承座及轴承盖的材质为ZG35, 本应选用J506电焊条,因受现场作业条件的限制,同时为降低磨削加工的难度,故选用J422电焊条进行施焊,焊前须将电焊条烘干。
2.2 轴承座的修复
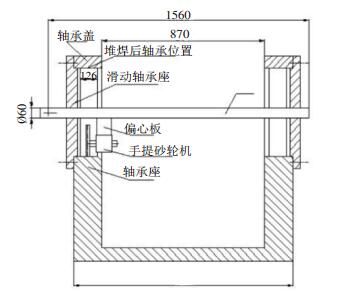
采用自制磨削装置进行加工,如图 2。先按轴承端盖的外形尺寸自制一对轴承座,内径为60mm,其安装在待修复的轴承座两侧; 长轴直径为60mm,长度为1560mm,安装在自制的轴承座内,能沿轴向方向前后移动,行程200mm(因为轴承座宽184mm),沿长轴中心线能旋转360°,偏心板焊在长轴上,距长轴一端340mm,手提砂轮机偏心固定在偏心板上,偏心距160mm左右,其可沿长轴径向方向前后调节,操作时,启动手提砂轮机,以未磨损面为参照面,调整好偏心距,磨一遍,检测一次,根据测量数据,再调整砂轮机的偏心距,重复进行操作,直至达到合格的尺寸要求,依靠手提砂轮机的磨削功能,逐步进行精加工,以达到合格要求,工作时要求操作人员工作仔细、有耐心,测量须精确,应根据测量结果合理调整偏心距。
2.3 轴承盖的修复
将粗磨后的左右两个轴承盖合二为一,以8个轴承端盖的螺栓孔为定位基准,将左右轴承盖和轴承端盖用螺栓紧固在一起,然后在轴承盖两侧台阶处加垫片进行调整,再用螺栓将两轴承盖联接紧固,最后拆下轴承端盖,上车床将内孔加工到Ø380+0.01+0.05 mm。
3 结语
使用上述修复方法,钽铌矿5#电铲提升卷筒轴承座及轴承盖磨损问题得以解决,大修任务顺利完成,大修工作仅此一项就节约费用数万元人民币。5#电铲大修后,使用至今,该设备铲斗提升机构没有出现过类似故障,设备运转正常,能较好地满足生产的需要。事实证明,采用上述方法修复WK-4电铲提升卷筒轴承座及轴承盖磨损问题,办法可行。
 下载:
下载:
计量
- 文章访问数: 67
- HTML全文浏览量: 41
- PDF下载量: 1
