
Effect and optimization of mechanical properties of selected laser melting arch lattice
-
摘要:
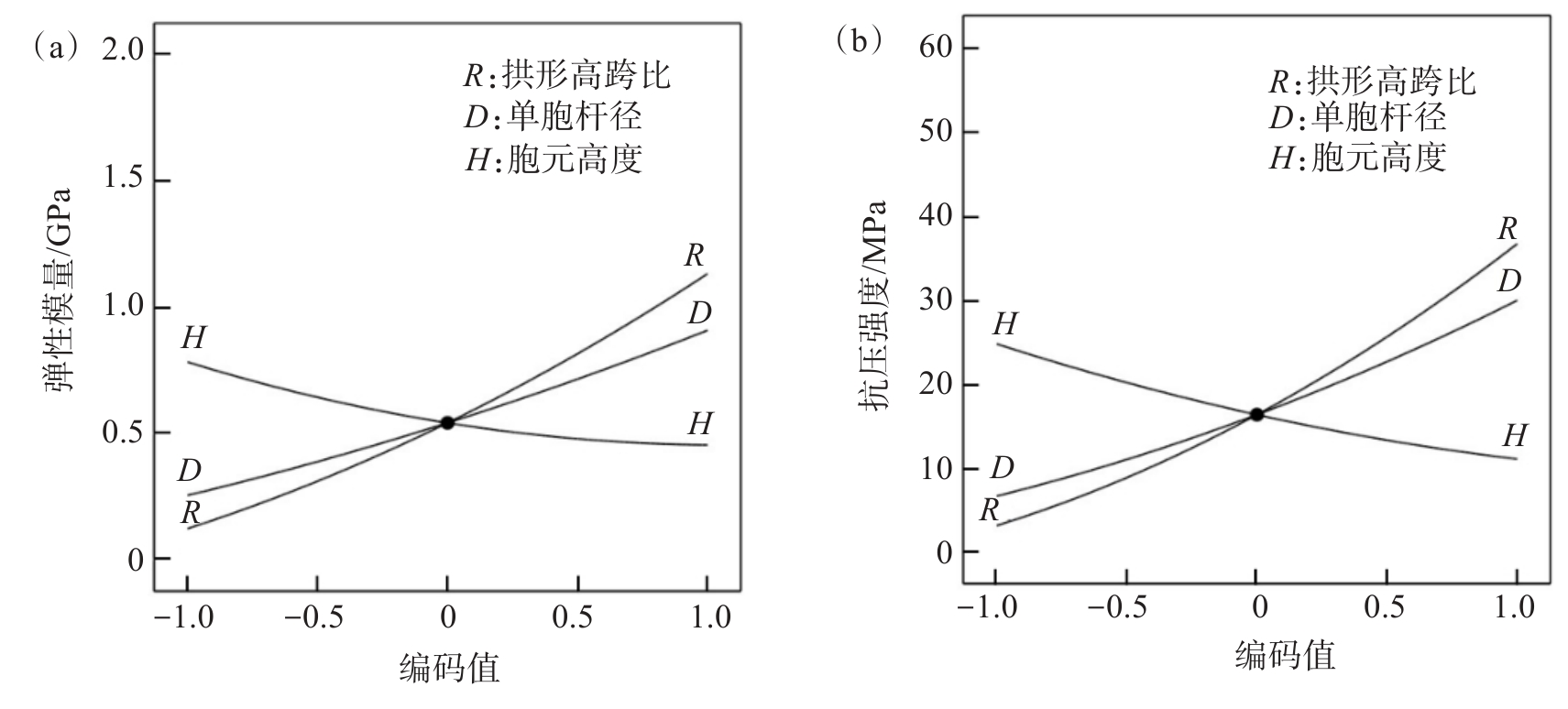
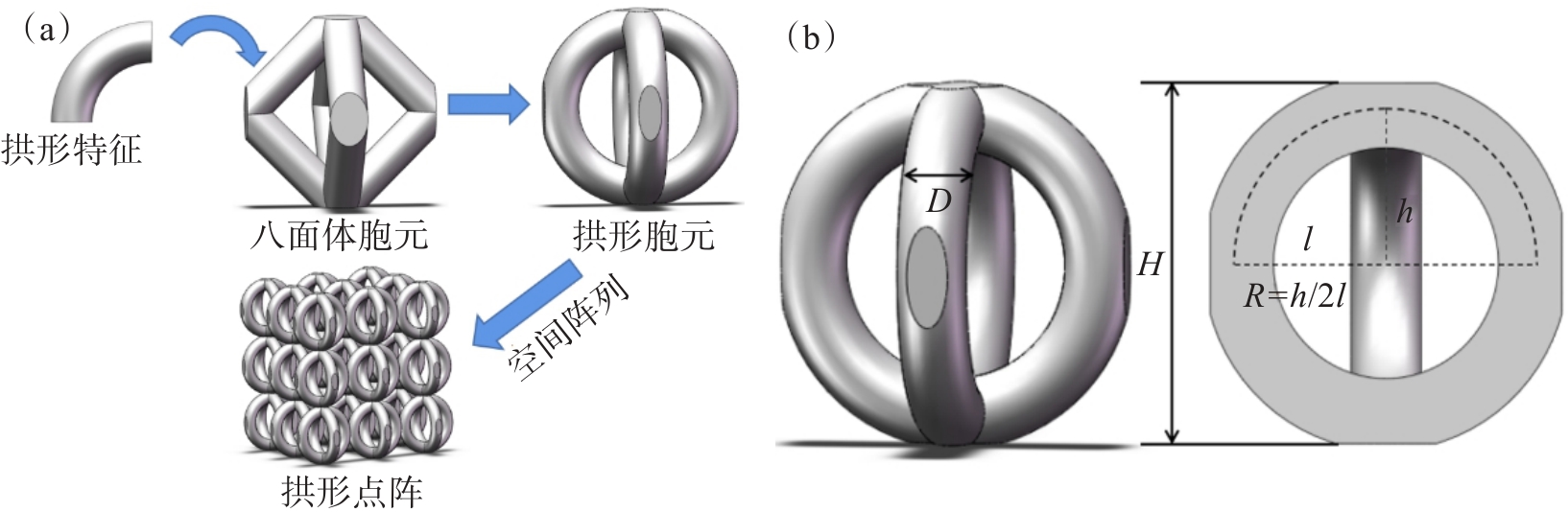
为提高轻量化前提下选区激光熔化成型点阵结构力学性能,融入拱形特征进行点阵结构设计。综合考虑多结构参数的交互影响,利用响应面法建立了拱形高跨比、单胞杆径和胞元高度3个结构参数与点阵弹性模量及抗压强度的数学关系模型,分析了结构参数对点阵弹性模量与抗压强度的影响规律,获得较优的结构参数组合。结果表明,拱形高跨比对结构弹性模量与抗压强度的影响最显著,随着高跨比的增大,结构弹性模量与抗压强度显著提高。优化得出拱形点阵的较优结构参数组合为拱形高跨比0.7、单胞杆径1.2 mm、胞元高度4.5 mm,在此条件下其弹性模量为2.012 GPa,抗压强度为79.254 MPa,相比优化前弹性模量和抗压强度分别提升21.57%和35.60%,结构力学性能显著增强。本研究可为轻量化点阵结构的设计与优化提供参考。
Abstract:To enhance the mechanical properties of the lattice structure formed by selective laser melting under the premise of lightweight, the arch feature was incorporated into the lattice structure design. Considering the combined effects of various structural parameters, a mathematical relationship model of arch height-to-span ratio, strut diameter and cell height with lattice elastic modulus and compressive strength was established by response surface test. The impact of these structural parameters on the elastic modulus and compressive strength was analyzed and an optimal combination of parameters was determined. The findings reveal that the arch height-to-span ratio has the most significant influence on the elastic modulus and compressive strength of the structure. As the arch height-to-span ratio increases, both the elastic modulus and compressive strength of the structure demonstrate notable improvements. The optimal structural parameter combination of the arch lattice structure obtained by optimization is the arch height-to-span of 0.7, strut diameter of 1.2 mm and cell height of 4.5 mm. The corresponding elastic modulus is measured at 2.012 GPa, while the compressive strength reaches 79.254 MPa. These values represent a respective increase of 21.57% and 35.60% compared to the non-optimized configuration. The mechanical properties of the structure have been significantly enhanced. This research can provide references for the design and optimization of lightweight lattice structures.
-
SiC是一种结构陶瓷材料,具有优异的机械性能(高强度和高硬度)[1-2]、热学性能[3](高热导率和低膨胀系数)和化学性能[4](耐磨损和抗腐蚀),即使在极端的环境下该材料也能发挥作用,在汽车配件[5]、生物医学[6]、航空航天[7]等领域中均具有重要的应用价值和潜力。传统的陶瓷加工成型技术主要有注射成型、等静压成型和注浆成型[8-11]等,这些制备方式都需要使用模具获得陶瓷素坯,因此这些制备方式都具有生产周期长、成本高且难以制造相对复杂结构的陶瓷等缺点。如何实现陶瓷部件的高效率结构设计与制备已成为工业生产的迫切需求。
3D打印由于具有高精度、能够制造复杂结构、生产成本低和生产周期短等优点而被陶瓷材料制造领域所青睐[12]。各种利用3D打印制备三维陶瓷结构的方法被提出,其中包括立体光刻(SLA)[13]、黏结剂喷射打印技术(3DP)[14]、选择性激光熔化(SLM)技术[15-16]以及直写成型技术(DIW)[16-17]。直写成型技术是一种灵活性高、成本低且适合大规模生产的3D打印技术,它基于稳定流变性能的SiC浆料的基础上,将其依照预先设计的打印规划路径进行逐层打印从而获得三维陶瓷结构[16-17]。SiC浆料的配制是直写成型工艺制备SiC陶瓷零件的基础,其流变性能直接影响直写成型SiC坯体的成型效果和精度。用于直写成型的SiC浆料应满足均匀分散、流变性能可控、黏弹性适中以及较高的固相含量等特征。
因此,本文研究分散剂种类与含量、pH、固相体积分数以及增稠剂对SiC浆料流变性能的影响,制备可打印的SiC浆料,并通过直写成型方法获得SiC的三维点阵结构。
1 实验部分
1.1 实验材料
SiC粉末的粒径为1 μm,实验中使用的分散剂有8种:聚丙烯酸(PAA,浓度50%,分子量5 000,上海阿拉丁生化科技有限公司),聚乙烯亚胺(PEI,浓度99%,分子量分别为600和10 000,上海泰坦化学有限公司)、聚乙二醇(PEG,浓度99%,分子量分别为2 000、6 000和8 000,国药集团化学试剂有限公司)、聚乙烯吡咯烷酮(PVP,上海麦克林生化科技有限公司)和四甲基氢氧化铵(TMAH,上海麦克林生化科技有限公司)。增稠剂采用甲基纤维素(MC,上海阿拉丁生化科技有限公司)。所有添加剂均为AR级。
1.2 沉降实验
沉降实验常用于表征浆料的稳定性。具体方法为:将含不同分散剂且固相体积分数均为2%的SiC浆料用行星搅拌仪球磨10 min并调节pH为10后,倒入10 mL带刻度的量筒内。密封量筒,隔一段时间记录浆料悬浮高度,以确定各种分散剂对浆料悬浮性能的影响。
1.3 碳化硅浆料的配制
将一定量的分散剂溶解在定量的水中,调节pH至所需值,取定量的SiC粉末倒入溶液中,并将其放入行星搅拌仪进行均匀搅拌,得到均匀分散的SiC浆料。再将MC加入浆料中,增加其剪切弹性模量和黏度。
1.4 直写成型及后处理
采用美国产Hyrel 3D打印机设备制备三维结构。将该打印机位置调节系统安装在计算机上,并由其控制调节打印头的走向x轴和y轴和打印平台的移动(z轴)。打印步骤分为三维模型设计、三维切片、打印平台调零、浆料准备和打印。三维模型设计由Auto CAD 提供支持并设计,在Prusa slicer软件进行切片相应的设置,其中内容包括确定层高、打印速度、打印机挤出速度和挤出宽度等,打印平台调零应移动打印平台,并设置z轴0点位置靠近打印针头尖端,其误差应在0.01~0.05 mm之间。浆料准备时,应先将配制好的浆体由5 mL注射器多次装满注入10 mL注射器中,再将10 mL的注射器放入行星搅拌仪中进行脱泡操作,最后将其精准安装在打印头内。打印前进行预挤出,顺利出料后,进行打印。最后,将直写成型的SiC样品置于相对湿度为70%的室温环境下进行干燥直至质量固定不变。
1.5 性能表征
采用旋转流变仪(AR2000EX)在恒温状态下确定待测材料的黏弹性等流变性能。采用带EDS能谱仪的Quanta-200型扫描电子显微镜(SEM)表征SiC颗粒及其三维结构的微观结构。使用Tecnai G2 20 ST显微镜获得三维结构局部放大图,并观察界面结合情况。
2 结果与讨论
2.1 分散剂对碳化硅流变性能的影响
分散剂对SiC浆料沉降性能的影响如图1(a)所示。纵坐标为浑浊液面高度,横坐标为时间变化,依据浑浊液面的高度来观测其颗粒分散的情况,液面高度越高,时间越长,其分散效果越好,并可以看出,PEI 600和PEI 10000沉降速度很快,而其余分散剂变化情况相似。随着时间的延长,添加PAA的浆料稳定性较优。
![]() 图 1 添加剂对SiC浆料的沉降高度和黏度的影响: (a)不同分散剂对SiC浆料的沉降高度的影响;(b) PAA含量对SiC浆料黏度的影响;(c) PAA含量对低剪切速率下(1 s-1)SiC浆料黏度的影响Figure 1. Effect of additives on the settling height and viscosity of SiC suspension: (a) effect of different dispersants on the settling height of SiC suspension; (b) the effect of PAA content on the viscosity of SiC suspension; (c) the effect of PAA content on the viscosity of SiC suspension at low shear rate (1 s-1)
图 1 添加剂对SiC浆料的沉降高度和黏度的影响: (a)不同分散剂对SiC浆料的沉降高度的影响;(b) PAA含量对SiC浆料黏度的影响;(c) PAA含量对低剪切速率下(1 s-1)SiC浆料黏度的影响Figure 1. Effect of additives on the settling height and viscosity of SiC suspension: (a) effect of different dispersants on the settling height of SiC suspension; (b) the effect of PAA content on the viscosity of SiC suspension; (c) the effect of PAA content on the viscosity of SiC suspension at low shear rate (1 s-1)SiC颗粒在水中的分散是一个分散与絮凝平衡的过程,颗粒之间会由于范德华力的作用而相互聚集起来[16]。而分散剂可以吸附在颗粒表面,改变其表面性质,从而改变颗粒与溶剂介质之间、颗粒与颗粒之间的相互作用,使颗粒间有较强的排斥力,从而使得浆料达到一种稳定分散的状态[17-18]。就分类而言,PEG和PVP属于非离子型分散剂,属于双亲分子,由亲油基和亲水基2部分组成,依靠空间位阻效应,亲水基吸附在粉体表面,疏水链伸向溶剂中,从而改善浆料的流变性能[18-19]。PEI、TMAH以及PAA属于离子型分散剂,依靠2种作用方式分散浆料,一是吸附在颗粒表面实现空间位阻作用;二是自身主链或支链上的基因可发生离解各自带电,产生静电位阻稳定效应,这种分散效果更为稳定。因此,PAA作为离子型分散剂能更好地实现SiC粉体在浆料中的稳定分散。
为了进一步获得稳定分散的浆料,在选用了PAA作为SiC浆料分散剂的前提下,研究不同含量PAA对浆料黏度的影响。如图1(b)所示,在剪切速率为0~60 s-1下,随着分散剂含量的增加,初始黏度增加,当PAA含量为0.004~0.008%时,黏度曲线未表现出明显的剪切变稀行为,且黏度保持在最低值,稳定在34 mPa·s左右。这是因为当分散剂掺入量较低时,颗粒表面覆盖度较低,颗粒表面带电性质不同,2个相邻的颗粒带不同电荷的区域相互吸引,产生桥连,从而导致浆料分散不均匀,出现絮凝的情况。分散剂掺量过多时,离子强度过高,压缩双电层,会减少颗粒间的静电斥力,同时过高的自由高分子链也容易发生桥连或空缺絮凝,这使得浆料分散效果的稳定性大大下降[20]。因此,浆料的黏度随着分散剂掺量的增加表现出先减少后增大的趋势,在分散剂用量接近或达到饱和吸附量时,黏度最低,并且相对稳定,继续增加分散剂用量,浆料黏度又会增加。从图1(c)中可以看出,随着PAA含量的增加,浆料的初始黏度在不断增加,而在0.004%~0.008%(质量分数)时是浆料黏度最小的位置,分散效果最为明显,但是由于其无明显的剪切变稀行为,因此选择0.01%(质量分数)PAA作为SiC浆料的较优掺量。
2.2 pH对碳化硅浆料流变性能的影响
浆料依靠静电作用保持其稳定性和均质性,体系的pH决定颗粒表面所带电荷量,进而影响颗粒间的相互作用,使体系表现出不同的流变性质[21]。体系的pH还会影响分散剂对SiC浆料的吸附行为,从而影响到颗粒之间的吸引力和排斥力平衡。图2所示为SiC浆料流变性能受pH的影响,低剪切速率下的初始黏度随着pH的增加呈现出先增加后减少的趋势,当pH>10时,浆料黏度达到了最低。在酸性条件下,PAA难以解离,仅依靠空间位阻效应难以实现浆料的稳定分散。随着pH增大,PAA逐渐完全解离,同时带有负电。此时,PAA吸附在SiC表面,在颗粒间产生稳定的静电作用力,使浆体具有稳定的分散性[22-23]。pH的增加不仅促进了分散剂PAA的解离,还影响着SiC粉末表面的电位,当pH>10时,其电位急剧增加,pH在10左右时电位达到最大,电位的增强极大地增加了颗粒与颗粒之间的排斥力。所以当使用PAA作为SiC浆料的分散剂时,应调节pH>10。
![]() 图 2 不同pH对SiC浆料黏度的影响Figure 2. Effect of different pH value on the viscosity of SiC suspension
图 2 不同pH对SiC浆料黏度的影响Figure 2. Effect of different pH value on the viscosity of SiC suspension2.3 固相体积分数对碳化硅浆料流变性能的影响
较高的固相体积分数不仅能够提高浆料的稳定性和颗粒之间的相互作用,确保打印结构的完整性,还能减少样品干燥收缩率,提高样品强度[17]。在确定分散剂和pH的基础上,研究SiC浆料所能达到的最高固相体积分数是十分必要的。图3为不同固相体积分数的碳化硅浆料黏度随剪切速率变化的曲线,采用0.01%(质量分数) PAA作为分散剂,且调节浆料pH范围为10 ~ 11,从图3中可见,随着固相体积分数的增加,黏度也会随之增加,固相体积分数最高可达到63%。浆料也表现出剪切变稀行为,且屈服点在5 s-1左右。固相体积分数为63%与60%的曲线变化趋势相同,但低剪切速率下的初始黏度却不同。当固相体积分数为60%时,低剪切速率下的黏度为40 Pa·s,而当固相体积分数为63%时,其黏度为27 Pa·s。因此,选取63%为直写成型SiC浆料的固相体积分数。
![]() 图 3 不同固相体积分数对SiC浆料黏度的影响Figure 3. Effect of different soild loading on the viscosity of SiC suspension
图 3 不同固相体积分数对SiC浆料黏度的影响Figure 3. Effect of different soild loading on the viscosity of SiC suspension2.4 甲基纤维素对碳化硅浆料流变性能的影响
在实现浆料稳定均质分散的基础上,为获得适合于直写成型的浆料,还需要添加增稠剂来提高浆料的黏度以及低剪切压力下的剪切弹性模量,使稳定分散的低浓度浆料变成黏稠且具有高黏弹性的浆料。MC是一种非离子纤维素醚,依靠疏水主链与周围水分子通过氢键缔合,提高聚合物本身的流体体积,减少颗粒自由活动的空间,从而提高体系黏度。此外,MC还可以提高SiC颗粒之间的黏结力,从而提高打印样品的强度与韧性。
图4为添加MC至SiC浆料后,浆料黏度、弹性模量、屈服应力以及低剪切速率下黏度的变化。添加MC后,SiC浆料仍表现出剪切变稀行为(图4(a)),且随着MC含量的增加,黏度不断增加。在低剪切速率下,随着MC含量的增加,最大黏度也在不断上升,在0.05%(质量分数)时达到了最大,约为600 Pa·s(图4(b))。从图4(c)中可以看出,随着MC含量的增加,其低剪切压力下的弹性模量也在不断增加,并且每个浆料都有明显的屈服点,其具体的屈服应力值,如图4(d)所示。随着MC掺量的增加,屈服应力也在不断增加,在MC掺量为0.5%(质量分数)时达到了最大,这是因为在pH>10时,PAA几乎完全解离,而PAA在SiC表面的吸附主要受自身的负电荷产生的静电作用力以及SiC与聚合物链之间非亲和吸附平衡来控制。当PAA含量为0.1%(质量分数)时,其接近饱和吸附,可以实现有效分散。在浆料中加入MC以后,MC一部分凭借氢键与PAA相连共同吸附在SiC表面上,部分依靠自身的官能团包裹住水分子,填充在颗粒与颗粒的间隙中,此时浆料流动性能大幅降低,模量提高,所以MC的加入能同时提高其黏度和弹性模量。此外,由于MC包裹住水分子,并与水分子形成氢键增加了空间位阻,而SiC表面吸附的PAA屏障因和MC相连形成双层保护,从而使得整体空间絮凝稳定性增强。而屈服应力大小可以间接反映破坏这种絮凝所需要的力值大小。因此随着MC的加入,屈服应力也在随着增加。对于可打印浆料来说,应该具备以下2种条件:保持较高的弹性模量来保持其打印形状,保持较低的屈服应力来减少挤出力。从图4(d)中可见:当MC掺量为0.04%(质量分数)时,浆料的屈服应力曲线变化斜率突然变大,而为了同时兼具上述的2个条件,应选择0.04%(质量分数)的MC作为碳化硅浆料的较优掺量。
![]() 图 4 MC含量对SiC浆料流变性能的影响:(a)不同MC含量对SiC浆料黏度的影响;(b)在低剪切速率(1 s-1)下,SiC浆料的黏度随MC含量的变化;(c)不同MC含量对SiC浆料剪切弹性模量的影响;(d)不同MC含量对SiC浆料屈服应力的影响Figure 4. Effect of MC on the rheological properties of SiC suspension: (a) viscosity vs. shear rate; (b) viscosity vs. content of MC under low shear rate (1 s-1); (c) shear elastic modulus vs. shear stress;(d) yield stress vs. content of MC
图 4 MC含量对SiC浆料流变性能的影响:(a)不同MC含量对SiC浆料黏度的影响;(b)在低剪切速率(1 s-1)下,SiC浆料的黏度随MC含量的变化;(c)不同MC含量对SiC浆料剪切弹性模量的影响;(d)不同MC含量对SiC浆料屈服应力的影响Figure 4. Effect of MC on the rheological properties of SiC suspension: (a) viscosity vs. shear rate; (b) viscosity vs. content of MC under low shear rate (1 s-1); (c) shear elastic modulus vs. shear stress;(d) yield stress vs. content of MC2.5 碳化硅浆料的直写成型及性能表征
在获得碳化硅可打印浆料的基础上,采用直写成型方法制备木材堆积的三维点阵结构,并对其进行了局部放大以及微观结构的观察,如图5所示。图5(a)所示为SiC浆料直写成型所获得三维点阵结构,其木材堆积结构完整,小部分路径出现了断口,打印路径由横纵交错的圆柱体构成,考虑到直写成型中可能存在压滤或者挤出过量的现象,因此将打印挤出细丝设定为圆柱体,并设定直径为1 mm,长为3 cm,采用回字形路线来避免浆料的重复通过。在纵向截面上,三维结构由六层二维结构组成且线性棒状的厚度均匀,无明显的弯曲或坍塌,孔洞清晰可见,排列整齐,且大小一致,误差在±0.05 mm之内。图5(b)局部放大图显示打印细丝具有良好的剪切弹性模量,保持了打印初始形状,且层与层之间有明显的分隔,每层的打印细丝可以直立于下一层之上,具有很高的刚度。图5(c)和图5(d)分别为不同放大倍数时,60 ℃下干燥24 h后的样品扫描照片,打印细丝表面均匀平整,无突出小颗粒,且SiC颗粒之间排列紧密,间隙较小。
![]() 图 5 三维SiC样品图及其微观结构:(a)木材堆积结构;(b)三维点阵结构局部放大图;(c—d)碳化硅微观结构Figure 5. Three-dimensional SiC samples and their microstructure:(a) timber stacking structure; (b) local enlargement of three-dimensional lattice junction; (c—d) the microstructure of SiC samples
图 5 三维SiC样品图及其微观结构:(a)木材堆积结构;(b)三维点阵结构局部放大图;(c—d)碳化硅微观结构Figure 5. Three-dimensional SiC samples and their microstructure:(a) timber stacking structure; (b) local enlargement of three-dimensional lattice junction; (c—d) the microstructure of SiC samples3 结 论
1)随着PAA含量的增加,浆料黏度呈现先降低后增加的趋势;pH会影响SiC表面所带电荷以及PAA的解离度;随着固相体积分数的增加,浆料黏度呈现先上升后平稳的趋势;MC的加入能同时提高浆料的黏度、弹性模量和屈服应力。
2)优化的碳化硅浆料配方为:分散剂为0.01%(质量分数)PAA(聚丙烯酸),固相体积分数为63%和MC质量分数为0.04%,调节pH>10。
3)打印所得SiC样品的三维结构由六层二维结构组成且线性棒状的厚度均匀,层间结构保持完整,不坍塌、不弯曲,表面微观结构界面层次清晰,无明显的空隙和团聚。
王庆龙 -
![]()
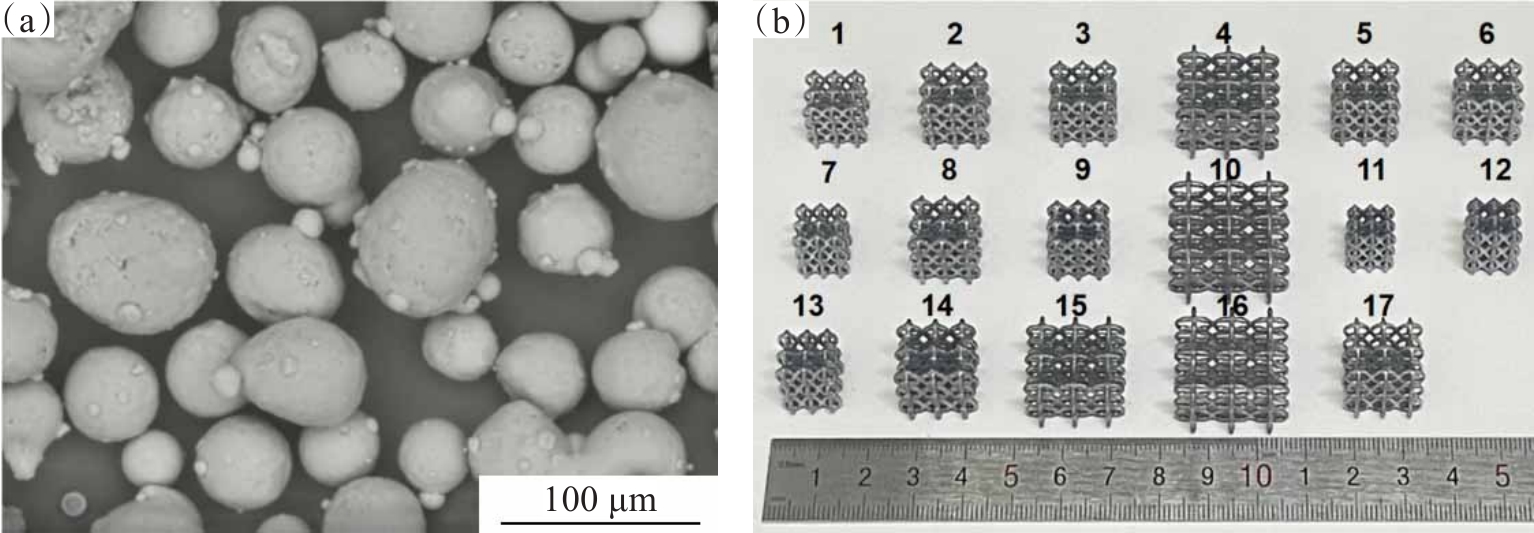
图 2 AlSi10Mg粉末形貌(a)及拱形点阵成型(b)
Fig 2. Morphology of AlSi10Mg powder (a) and arched lattice formation (b)
![]()
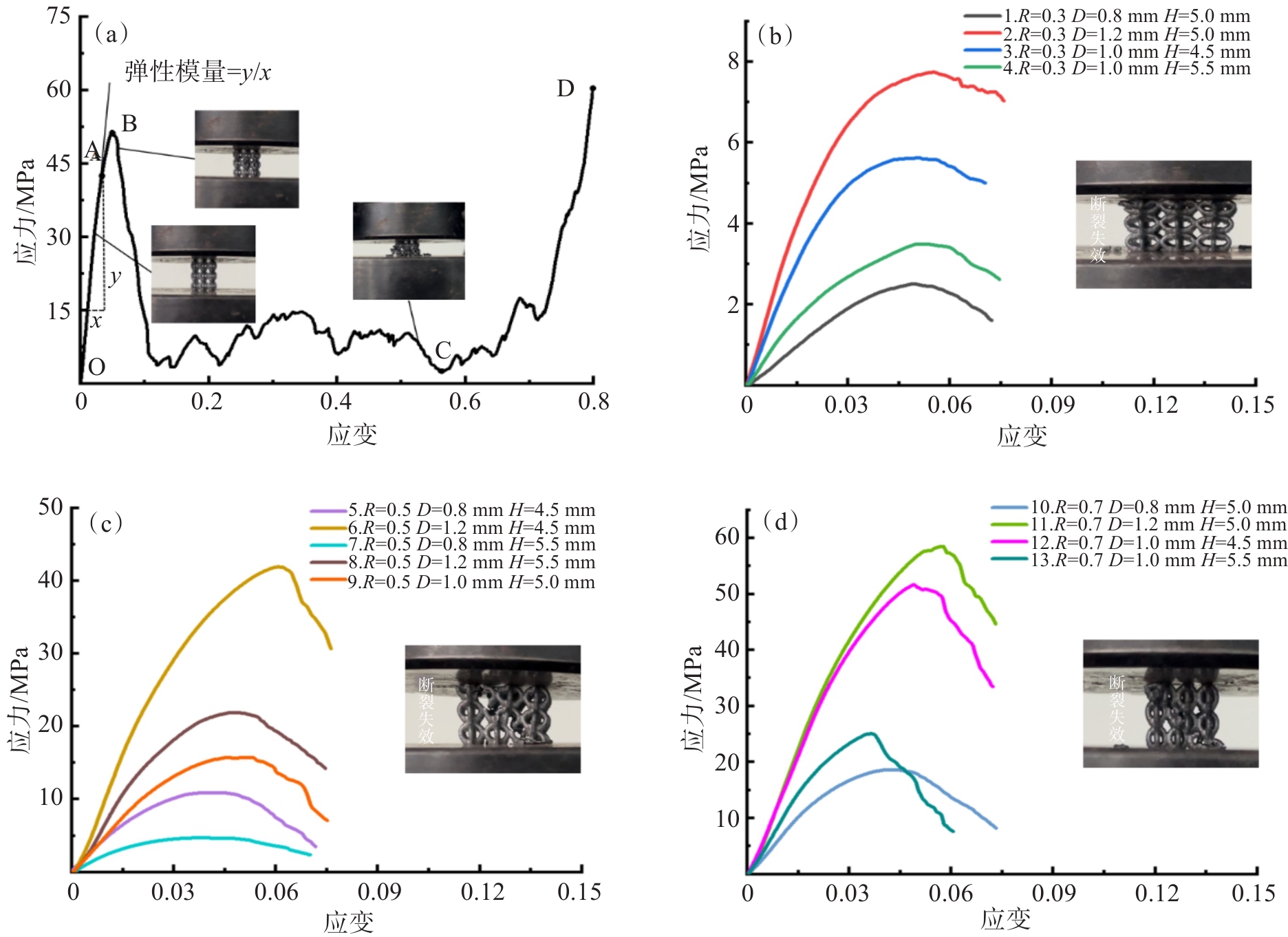
图 3 拱形点阵应力-应变曲线:(a)拱形点阵压缩过程;(b)高跨比R=0.3压缩曲线;(c)高跨比R=0.5压缩曲线;(d) 高跨比R=0.7压缩曲线
Fig 3. Arch lattice stress-strain curve: (a) Arch lattice compression process; (b) Height-to-span ratio R=0.3 compression curve; (c) Height-to-span ratio R=0.5 compression curve; (d) Height-to-span ratio R=0.7 compression curve
![]()
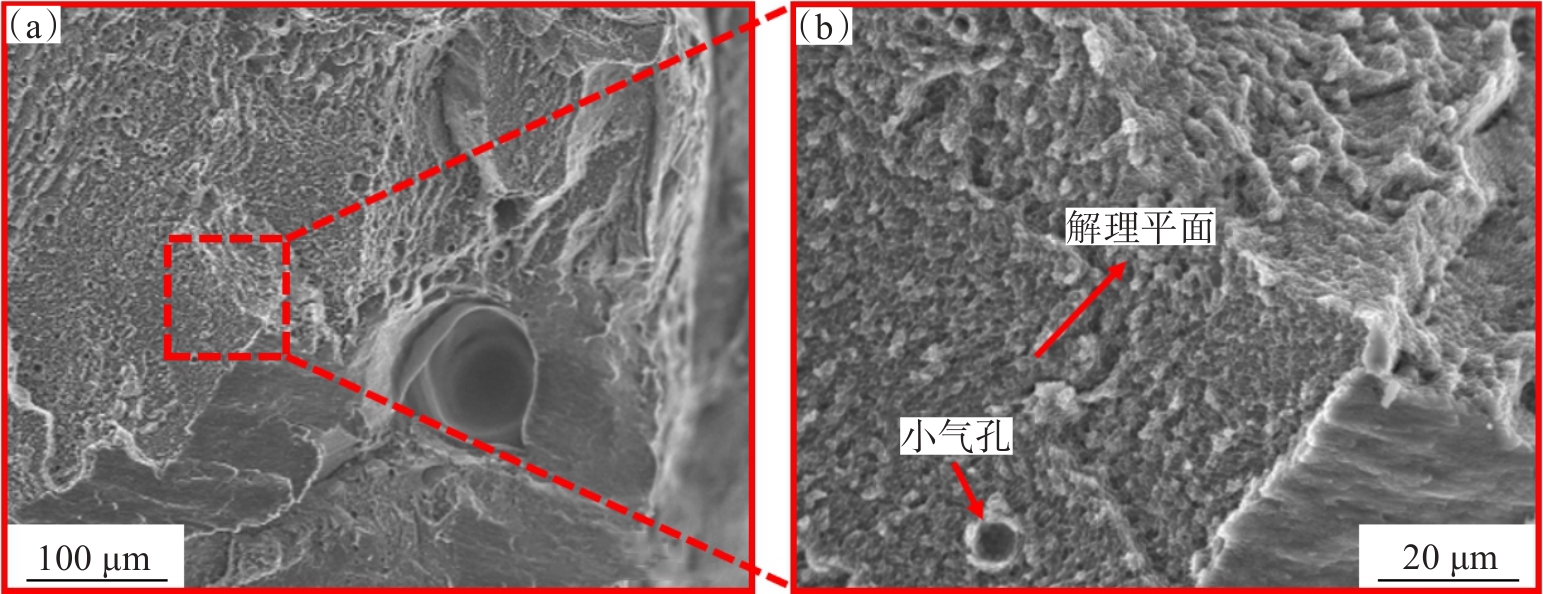
图 4 点阵断口形貌:(a)断口形貌;(b)局部放大形貌
Fig 4. Fracture topography of lattice structure: (a) fracture morphology;(b) locally enlarged morphology
![]()
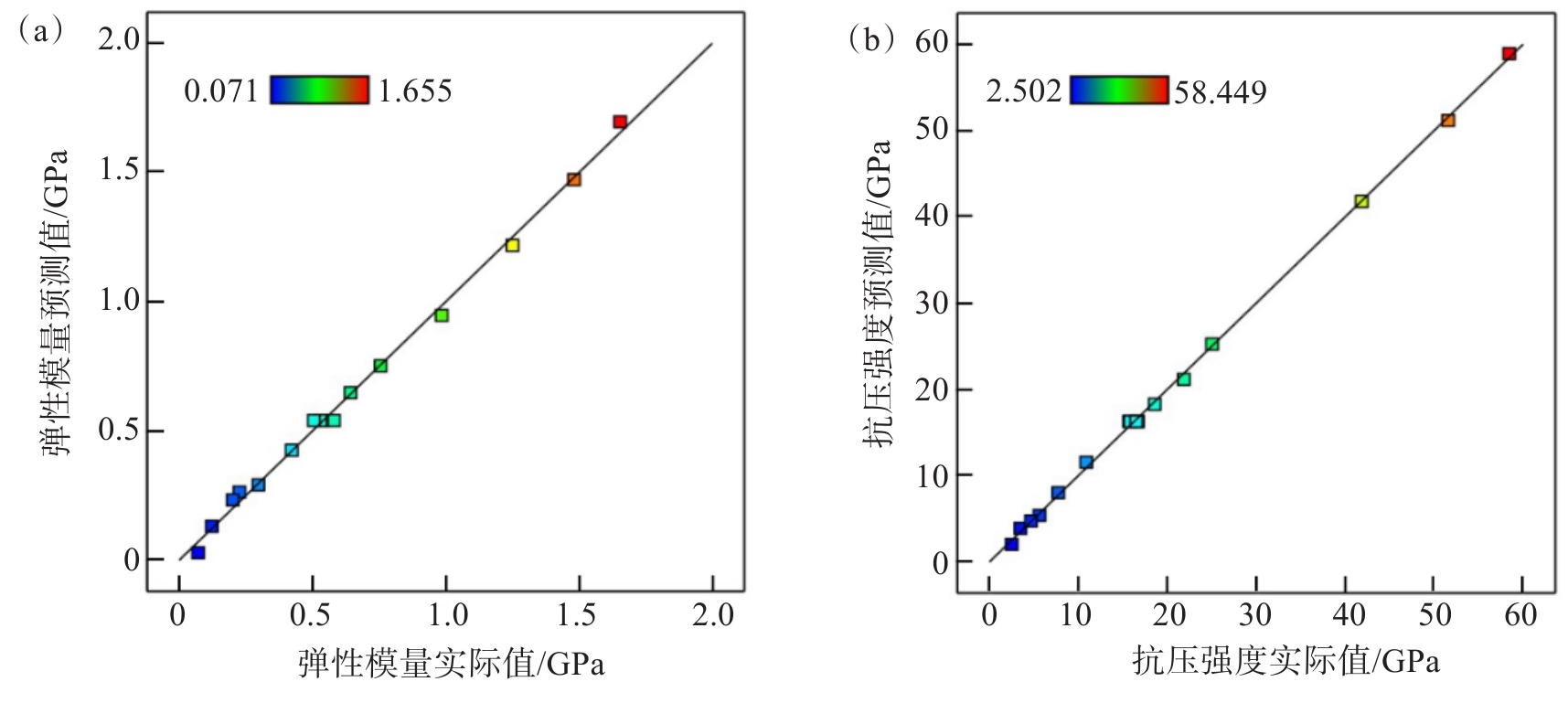
图 5 弹性模量(a)与抗压强度(b)预测与实际值对应关系
Fig 5. Correspondence between predicted and actual values of elastic modulus (a) and compressive strength (b)
![]()
图 6 结构弹性模量(a)和抗压强度(b)影响规律
Fig 6. Influence of structural elastic modulus (a) and compressive strength (b)
![]()
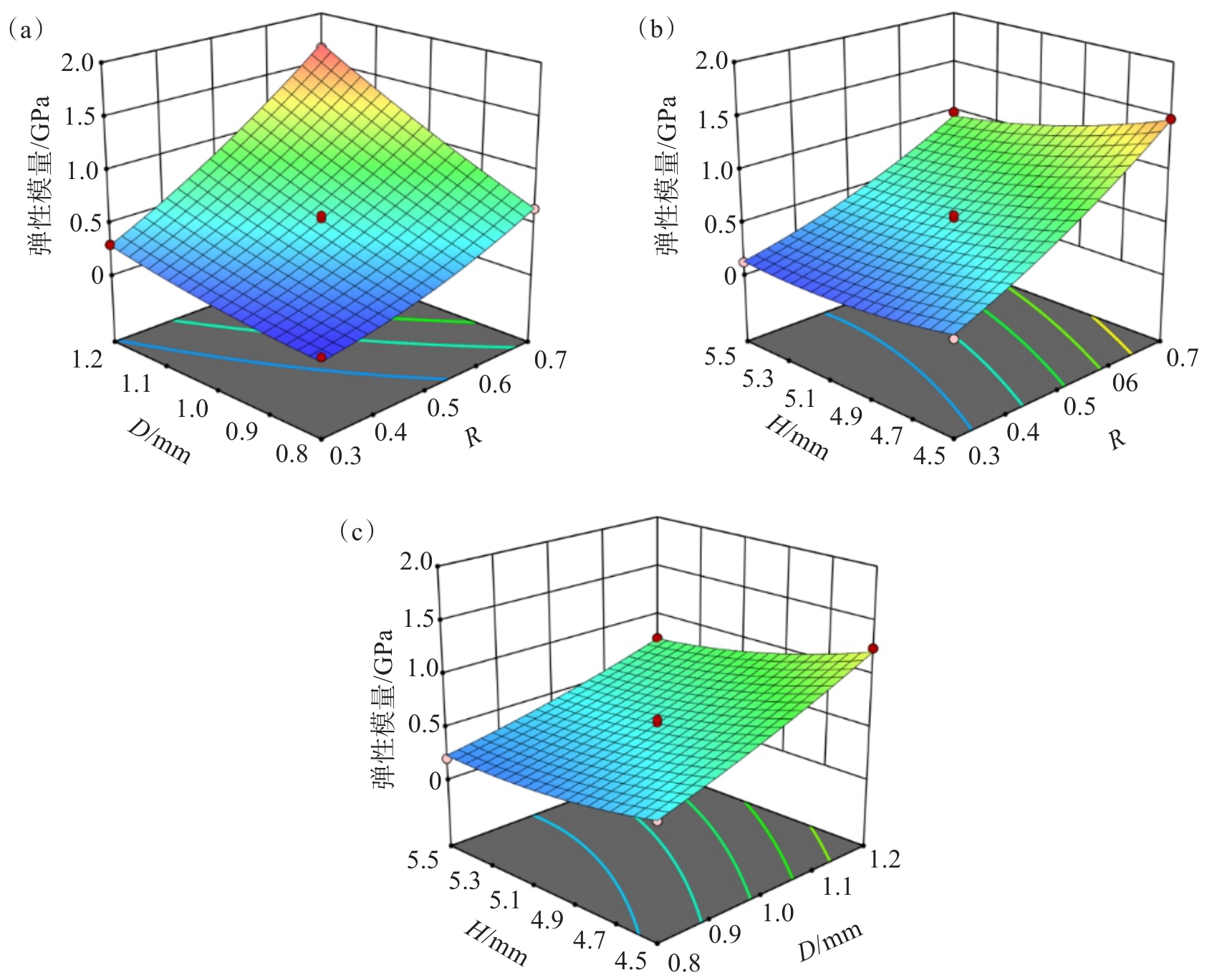
图 7 弹性模量响应曲面:(a) RD交互响应面;(b) RH交互响应面;(c) DH交互响应面
Fig 7. Elastic modulus response surface graph: (a) RD interaction response surface; (b) RH interaction response surface; (c) DH interaction response surface
![]()
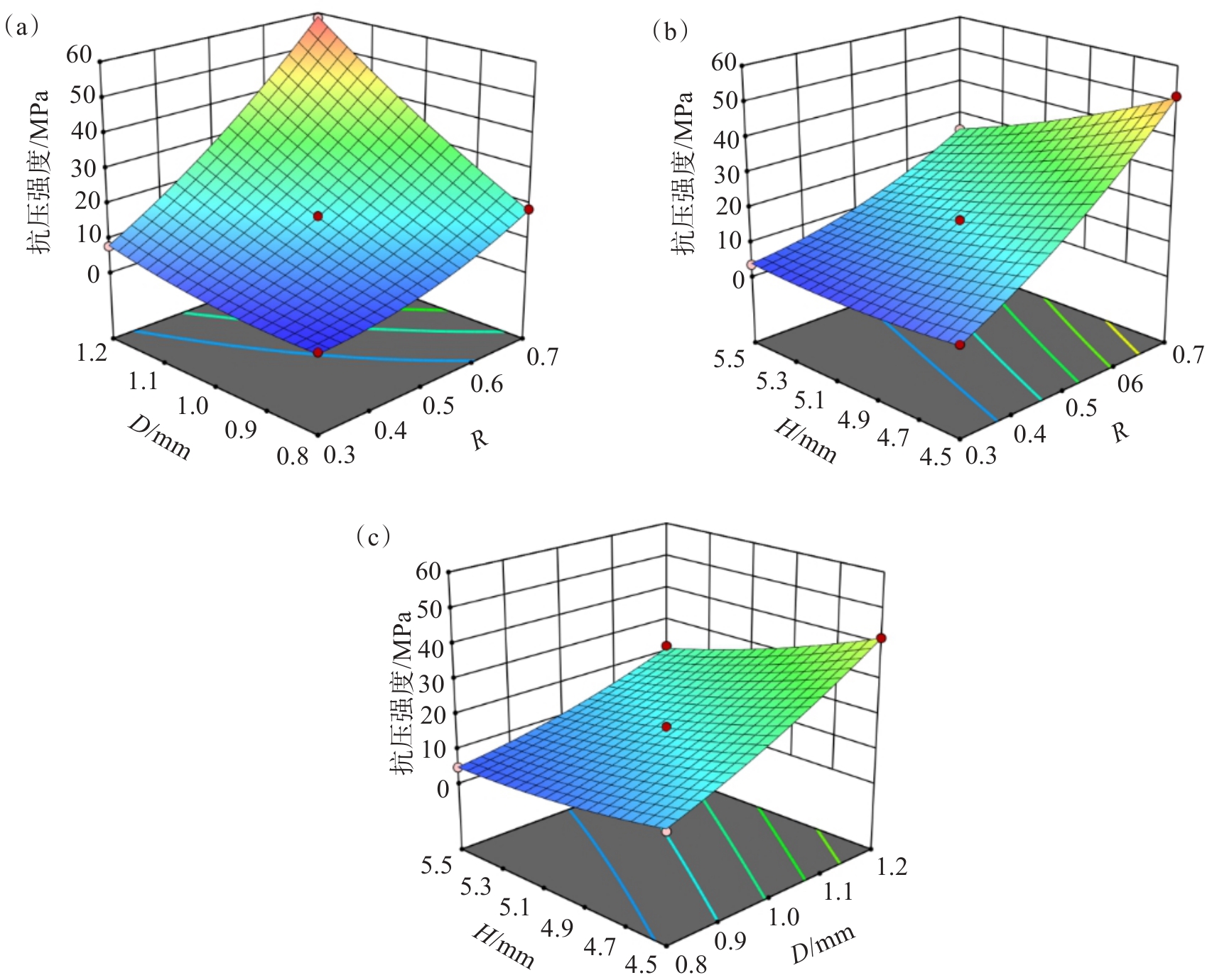
图 8 抗压强度响应曲面:(a)RD交互响应面;(b)RH交互响应面;(c)DH交互响应面
Fig 8. Compressive strength response surface graph: (a) RD interaction response surface; (b) RH interaction response surface; (c) DH interaction response surface
表 1 响应曲面的因素与水平
Table 1 Factors and levels of response surface
影响因素 水平 -1 0 1 高跨比(R) 0.3 0.5 0.7 单胞杆径(D)/mm 0.8 1.0 1.2 胞元高度(H)/mm 4.5 5.0 5.5  下载: 导出CSV
下载: 导出CSV
表 2 试验设计方案与结果
Table 2 Experimental design scheme and results
序号 R D/mm H/mm E/GPa P/MPa 1 0.5 0.8 4.5 0.442 10.872 2 0.5 1.0 5.0 0.535 15.712 3 0.5 1.0 5.0 0.505 16.505 4 0.3 1.2 5.0 0.297 7.735 5 0.5 1.0 5.0 0.531 15.810 6 0.5 1.0 5.0 0.550 16.677 7 0.7 0.8 5.0 0.643 18.570 8 0.5 1.0 5.0 0.581 16.691 9 0.5 1.2 4.5 1.251 41.864 10 0.3 1.0 5.5 0.122 3.482 11 0.7 1.0 4.5 1.482 51.582 12 0.7 1.2 5.0 1.655 58.449 13 0.7 1.0 5.5 0.985 25.037 14 0.5 1.2 5.5 0.756 21.863 15 0.3 1.0 4.5 0.226 5.617 16 0.3 0.8 5.0 0.071 2.502 17 0.5 0.8 5.5 0.201 4.667
下载: 导出CSV
表 3 AlSi10Mg粉末的化学成分
Table 3 Chemical composition of AlSi10Mg powder
成分 Si Mg Zn Fe Mn Ni Cu Al 含量 9.0~11.0 0.20~0.45 ≤0.10 ≤0.55 ≤0.45 ≤0.05 ≤0.05 余量
下载: 导出CSV
表 4 弹性模量方差分析
Table 4 Analysis of elastic modulus variance
变量来源 平方和 自由度 均方 F-value P-value 评价 模型 3.410 0 9 0.378 5 222.79 <0.000 1 显著 R 2.050 0 1 2.050 0 1 206.08 <0.000 1 显著 D 0.859 4 1 0.859 4 505.76 <0.000 1 显著 H 0.216 8 1 0.216 8 127.60 <0.000 1 显著 RD 0.154 4 1 0.154 4 90.90 <0.000 1 显著 RH 0.038 6 1 0.038 6 22.72 0.002 0 显著 DH 0.018 8 1 0.018 8 11.05 0.012 7 显著 残差 0.011 9 7 0.001 7 — — — 失拟项 0.008 8 3 0.002 9 3.76 0.116 5 不显著 R2=0.996 5 Adj R2=0.992 0 Pred R2=0.957 5 注: 注“—”代表此项无数据。注: 注“—”代表此项无数据。
下载: 导出CSV
表 5 抗压强度方差分析
Table 5 Analysis of compressive strength variance
变量来源 平方和 自由度 均方 F-value P-value 评价 模型 4 304.25 9 478.25 1 140.02 <0.000 1 显著 R 2 254.63 1 2 254.63 5 374.45 <0.000 1 显著 D 1 088.11 1 1 088.11 2 593.78 <0.000 1 显著 H 376.56 1 376.56 897.62 <0.000 1 显著 RD 300.09 1 300.09 715.33 <0.000 1 显著 RH 148.96 1 148.96 355.09 <0.000 1 显著 DH 47.58 1 47.58 113.42 <0.000 1 显著 残差 2.94 7 0.42 — — — 失拟项 2.02 3 0.67 2.92 0.163 7 不显著 R2=0.999 3 Adj R2=0.998 4 Pred R2=0.992 2 注: 注“—”代表此项无数据。注: 注“—”代表此项无数据。
下载: 导出CSV
表 6 优化条件及目标
Table 6 Optimization conditions and objectives
变量与响应 目标 限制 重要性 下限 上限 拱形高跨比 范围内 0.3 0.7 3 单胞杆径/mm 范围内 0.8 1.2 3 胞元高度/mm 范围内 4.5 5.5 3 弹性模量/GPa 望大 0.071 2.5 5 抗压强度/MPa 望大 2.502 100 5
下载: 导出CSV
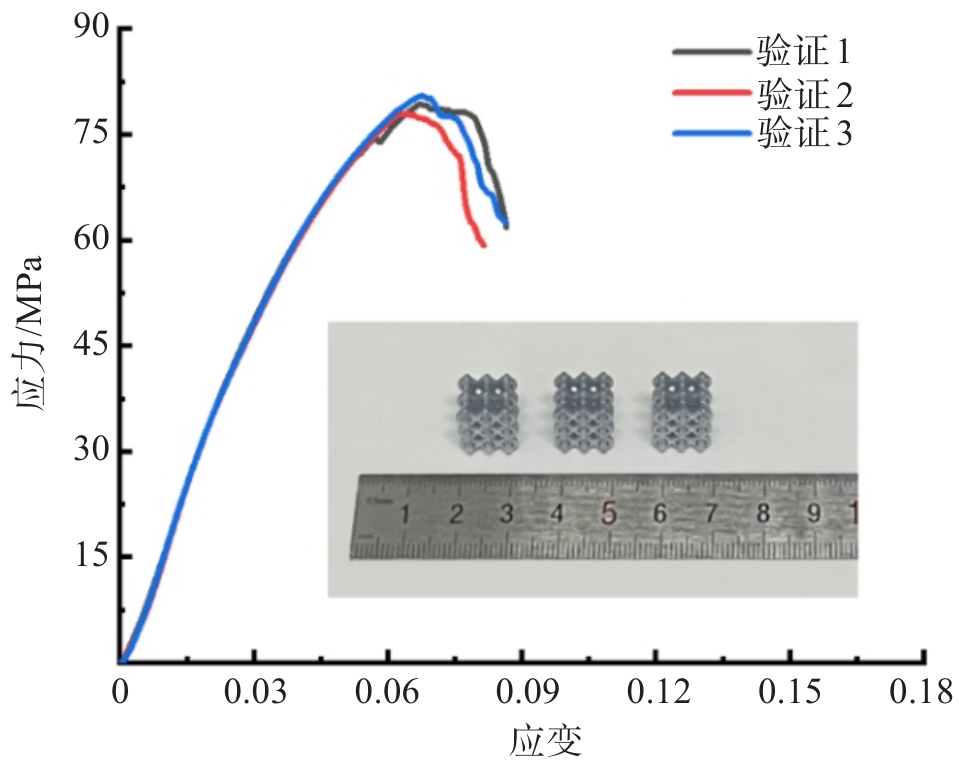
表 7 预测与验证结果
Table 7 Prediction and verification results
序号 R D/mm H/mm E/GPa P/MPa 实验组 0.7 1.2 5.0 1.655 58.449 预测组 0.7 1.2 4.5 2.105 76.914 验证组 0.7 1.2 4.5 2.012 79.254
下载: 导出CSV
-
[1] 汪飞雪, 张天翊, 刘鹏举, 等. 基于SLM工艺的316L四棱锥点阵结构力学性能[J]. 塑性工程学报, 2021, 28(10): 99-106. [2] 汤永锋, 路平, 刘斌, 等. 不同梯度变化方式的不规则多孔结构设计与力学性能分析[J]. 中国机械工程, 2022, 33(23): 2859-2866. [3] 杨建明, 汤阳, 顾海, 等. 3D打印制备多孔结构的研究与应用现状[J]. 材料导报, 2018, 32(15): 2672-2682. [4] XIAO Z F, YANG Y Q, XIAO R, et al. Evaluation of topology-optimized lattice structures manufactured via selective laser melting[J]. Materials & Design, 2018, 143: 27-37.
[5] 杜义贤, 李涵钊, 田启华, 等. 基于能量均匀化的高剪切强度周期性点阵结构拓扑优化[J]. 机械工程学报, 2017, 53(18): 152-160. [6] 赵冰, 李志强, 侯红亮, 等. 金属三维点阵结构制备技术研究进展[J]. 稀有金属材料与工程, 2016, 45(8): 2189-2200. [7] 郑敏, 杨瑾, 张华. 多孔金属材料的制备及应用研究进展[J]. 材料导报, 2022, 36(18): 78-93. [8] 吴鸿飞, 王维荣, 王国伟, 等. 选区激光熔化成形点阵结构的各向异性对力学性能的影响[J]. 稀有金属材料与工程, 2022, 51(4): 1397-1405. [9] 任会兰, 申海艇, 栗建桥. 单轴压缩下Ti-6Al-4V空心点阵结构的力学行为[J]. 中国科学:技术科学, 2021, 51(3): 293-304. [10] 曾寿金, 李传生, 刘广, 等. 选区激光熔化梯度多孔支架力学性能和能量吸收研究[J]. 中国机械工程, 2022, 33(19): 2364-2371. [11] PIRINU A, PRIMO T, DEL PRETE A, et al. Mechanical behaviour of AlSi10Mg lattice structures manufactured by the Selective Laser Melting (SLM)[J]. The International Journal of Advanced Manufacturing Technology, 2023, 124(5): 1651-1680.
[12] 谢芳浩, 李加南, 邓声华, 等. 选区激光熔化Al-Zn-Mg-Sc合金组织与性能研究[J]. 有色金属科学与工程, 2022, 13(4): 61-69, 147. [13] 张国庆, 杨永强, 宋长辉, 等. 激光选区熔化成型CoCrMo多孔结构的设计与性能研究[J]. 中国激光, 2015, 42(11): 59-68. [14] SUN J F, YANG Y Q, WANG D. Mechanical properties of a Ti6Al4V porous structure produced by selective laser melting[J]. Materials & Design, 2013, 49: 545-552.
[15] CAO X F, DUAN S Y, LIANG J, et al. Mechanical properties of an improved 3D-printed rhombic dodecahedron stainless steel lattice structure of variable cross section[J]. International Journal of Mechanical Sciences, 2018, 145: 53-63.
[16] CRUPI V, KARA E, EPASTO G, et al. Static behavior of lattice structures produced via direct metal laser sintering technology[J]. Materials & Design, 2017, 135: 246-256.
[17] ZHU G H, WEN D W, WEI L L, et al. Mechanical performances of novel cosine function cell-based metallic lattice structures under quasi-static compressive loading[J]. Composite Structures, 2023, 314: 116962.
[18] 纪小刚, 张建安, 栾宇豪, 等. 仿皮肤三维多孔点阵结构压缩吸能性能研究[J]. 机械工程学报, 2021, 57(15): 222-230. [19] 宋英杰, 张红梅, 顾冬冬, 等. 激光增材制造NiTi轻量化点阵结构变形与回复行为[J]. 中国激光, 2022, 49(14): 231-243. [20] 康建峰, 王玲, 孙畅宁, 等. 面向3D打印可变模量金属假体的微结构设计[J]. 机械工程学报, 2017, 53(5): 175-180. [21] MISHRA A K, CHAVAN H, KUMAR A. Effect of cell size and wall thickness on the compression performance of triply periodic minimal surface based AlSi10Mg lattice structures[J]. Thin-Walled Structures, 2023, 193: 111214.
[22] 江尧峰, 许明三, 曾寿金, 等. SLM成型316L体心立方点阵结构力学性能优化[J]. 塑性工程学报, 2023, 30(4): 178-186. [23] 宋昊政. 基于SLM多孔结构腰椎融合器的设计与性能研究[D].杭州:杭州电子科技大学, 2020. [24] YAO J, ZHAO L, DING R C, et al. Study on the quasistatic compression performance of arch microstrut lattice structure by selective laser melting[J]. Advanced Engineering Materials, 2022, 24(5): 2101156.
[25] ZHANG Y T, AIYITI W, DU S, et al. Design and mechanical behaviours of a novel tantalum lattice structure fabricated by SLM[J]. Virtual and Physical Prototyping, 2023, 18(1): 2192702.
[26] 王刚, 王馨, 宋小三, 等. 响应曲面法中BBD和CCD在优化巯基乙酰化壳聚糖制备条件中的比较[J]. 环境工程学报, 2018, 12(9): 2502-2511. [27] 邢雷, 李金煜, 赵立新, 等. 基于响应面法的井下旋流分离器结构优化[J]. 中国机械工程, 2021, 32(15): 1818-1826. [28] 周志伟, 龚红英, 贾星鹏, 等. 铝合金蓄能器壳体冷挤压成形多目标优化[J]. 有色金属科学与工程, 2021, 12(1): 67-74. [29] LI D M, QIN R X, XU J X, et al. Effect of heat treatment on AlSi10Mg lattice structure manufactured by selective laser melting: Microstructure evolution and compression properties[J]. Materials Characterization, 2022, 187: 111882.
[30] 段伟, 赵哲, 吉红伟, 等. 粉体性能及选区激光熔化打印工艺对AlSi10Mg合金致密化行为的影响[J]. 材料导报, 2019, 33(10): 1685-1690.





计量
- 文章访问数: 10
- HTML全文浏览量: 1
- PDF下载量: 1
