
Analysis of deformation failure characteristics of concrete wrapped sandstone composite structures
-
摘要: 矿山工程中针对不稳定矿柱,对其进行混凝土包裹处理,是一项行之有效的加固措施.国内外对混凝土包裹岩石复合结构的研究相对较少.通过混凝土包裹砂岩复合结构单轴抗压强度试验,对其变形破坏特征进行分析.结果表明:混凝土包裹砂岩复合结构在单轴荷载作用下,其破坏形态以“X”型渐进式为主,裂纹主要为“X”型贯穿包裹体;经混凝土包裹处理的砂岩,其极限荷载与残余强度明显提高.从能量的角度研究了单轴压缩条件下混凝土包裹砂岩复合结构的力学行为,分析了混凝土包裹砂岩复合结构与未包裹砂岩在变形破坏过程中能量吸收与极限荷载之间的关系,进而从能量的角度说明混凝土包裹措施对提高矿柱极限荷载具有较大贡献.Abstract: It is an effective remediation to use concrete package for unstable pillar in mining works. There have been few researches about rock's composite structure wrapped by concrete at home and abroad. Its deformation failure characteristic is analyzed by uniaxial compressive strength test of concrete wrapping sandstone composite structure. It is shown that on the condition of uniaxial loading, the composite structure's failure mode is mainly "X" progressive type and its cracks are mainly "X" type throughout inclusions. The ultimate load and residual strength of the sandstone wrapped by concrete are improved significantly. Under the condition of uniaxial loading, the mechanical behavior of concrete wrapping sandstone composite structure is studied from the aspect of energy. During the deformation failure progress of concrete wrapping sandstone without concrete wrapping sandstone, the relation between energy absorption and ultimate load is analyzed. It is illustrated that it has great contribution to the improvement of pillar's ultimate load by using concrete wrapping from the aspect of energy.
-
Keywords:
- sandstone /
- pillar /
- concrete wrapping /
- ultimate load /
- deformation failure /
- energy
-
配置好的环烷酸,皂化后并不是简单的真溶液,而是水分散在油相中的微乳状液体系,萃取稀土时,上述液体系会使微乳状液破乳。通过串级萃取理论计算得出的有机相理论流量不夹带水份,实际生产中皂化好的环烷酸往往又夹带水份,因此,为达到正常的萃取分离效果,保证产品质量,需要对有坑相理论流量进行校正,即先估算一个百分数,但不可避免地使理论值与实际值有时出现偏差。
一 公式推导
今设:
Vs实 进槽有机相实际流量 1/min
Vs理 计算的有机相理论流量
ε 有机相皂化度
C 皂化有机相氨水浓度(N)
V1 未皂化的有机相体积(1)
V2 将V1皂化为皂化度ε的氨水体积
则:

(1) 
(2) 将式(2)代入式(1)得

(3) 令

(4) 
(5) 二 讨 论
1.系数k与有机相皂化度成正比,皂化度越大K值越大,反之亦然。K和皂化有机相的氨水浓度成反比。
2.公式(4)和(5),适周于氨水皂化有机相时,水均匀分布于有机相中的任何体系。它的导出,为确定▽s实提供理论依据,为准确地计算整个槽体平衡提供可靠依据。
-
![]()
图 1 端面打磨后的包裹体试件
Fig 1. Concrete wrapping sandstone samples after end surface grounding
![]()
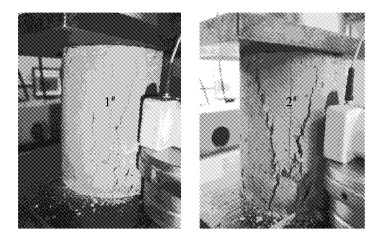
图 3 1#与2#包裹体试件破坏形态
Fig 3. Failure mode of concrete wrapping sandstone sample 1# and 2#
![]()
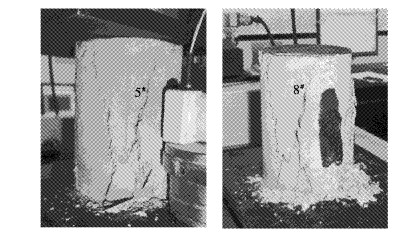
图 4 5#与8#包裹体试件破坏形态
Fig 4. Failure mode of concrete wrapping sandstone sample 5# and 8#
![]()
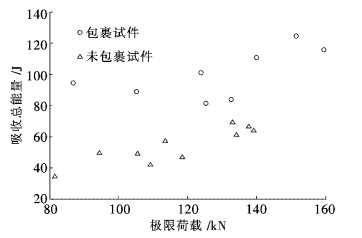
图 6 各试件吸收总能量与极限荷载对照图
Fig 6. Relationship between total energy absorption and ultimate load
表 1 包裹试件吸收总能量与极限荷载表
Table 1 Total energy absorption and ultimate load of concrete wrapping sandstone samples
试件编号 尺寸/mm 吸收总能量/J 单位体积吸收能量/(10-5J·mm-3) 极限荷载/kN 直径 高 1# 76.70 100.85 81.43 17.49 125.30 2# 74.70 101.75 124.45 27.83 151.50 3# 75.94 103.70 110.73 23.61 140.00 4# 76.12 98.46 83.87 18.75 132.60 5# 77.22 101.68 88.91 18.69 105.20 6# 76.86 100.78 94.57 20.26 86.80 7# 76.36 100.12 100.94 22.07 123.90 8# 76.70 103.42 115.80 24.25 159.50 平均 100.09 21.62 128.10  下载: 导出CSV
下载: 导出CSV
表 2 未包裹试件吸收总能量与极限荷载表
Table 2 Total energy absorption and ultimate load of sandstone samples
试件编号 尺寸/mm 吸收总能量/J 单位体积吸收能量/(10-5J·mm-3) 极限荷载/kN 直径 高 D1 48.00 109.20 57.23 28.98 113.50 D2 46.20 100.50 46.82 27.80 118.50 D3 47.20 100.00 34.43 19.69 81.50 D4 47.20 101.20 66.50 37.57 137.80 D5 47.80 91.80 49.53 30.08 94.40 D 6 47.60 98.00 49.12 28.18 105.50 D 7 47.00 92.00 41.96 26.30 109.20 D 8 48.00 95.00 69.13 40.24 133.00 D 9 48.00 91.20 61.09 37.03 134.20 D 10 47.00 87.20 63.96 42.30 139.20 平均 53.98 31.82 116.68
下载: 导出CSV
-
[1] 秦秀山, 陈何, 罗先伟, 等.锚注技术在破碎矿柱加固中的应用[J].有色金属(矿山部分), 2011, 63(6):40-46. http://www.cnki.com.cn/Article/CJFDTOTAL-YSKU201106008.htm [2] 王清来, 许振华, 朱利平, 等.复杂采空区条件下残矿回收与采区稳定性的有限元数值模拟研究[J].金属矿山, 2010(7):37-40. http://www.cnki.com.cn/Article/CJFDTOTAL-JSKS201007012.htm [3] 邹平, 李爱兵, 刘正宇, 等.矿柱破坏原因分析及加固方案设计[J].矿业研究与开发, 2011, 31(6):22-25. http://www.cnki.com.cn/Article/CJFDTOTAL-KYYK201106009.htm [4] 秦秀山, 陈何.铜坑矿破碎矿柱锚注加固数值模拟研究[J].矿冶, 2011, 20(3):13-15, 41. http://www.cnki.com.cn/Article/CJFDTOTAL-KYZZ201103002.htm [5] 黎立云, 徐志强, 谢和平, 等.不同冲击速度下岩石破坏能量规律的实验研究[J].煤炭学报, 2011, 36(12):2007-2011. http://www.cnki.com.cn/Article/CJFDTOTAL-MTXB201112009.htm [6] 张黎明, 高速, 任明远, 等.岩石加荷破坏弹性能和耗散能演化特性[J].煤炭学报, 2014, 39(7):1238-1242. http://www.cnki.com.cn/Article/CJFDTOTAL-MTXB201407007.htm [7] 夏冬, 杨天鸿, 王培涛, 等.循环加卸载下饱和岩石变形破坏的损伤与能量分析[J].东北大学学报(自然科学版), 2014, 35 (6):867-870. http://www.cnki.com.cn/Article/CJFDTOTAL-DBDX201406024.htm [8] 金解放, 钟海兵, 吴越, 等.静载荷与循环冲击作用下岩石损伤变量定义方法的选择[J].有色金属科学与工程, 2013, 4(4):85-90. http://ysjskx.paperopen.com/oa/DArticle.aspx?type=view&id=2013040015 [9] 邓飞, 罗福友, 罗福龙, 等.砂岩单轴压缩变形规律及声发射特性[J].有色金属科学与工程, 2014, 5(1):77-81. http://ysjskx.paperopen.com/oa/DArticle.aspx?type=view&id=201401015 [10] 谢和平, 彭瑞东, 鞠杨, 等.岩石破坏的能量分析初探[J].岩石力学与工程学报, 2005, 24(15):2603-2608. http://www.cnki.com.cn/Article/CJFDTOTAL-YSLX200515000.htm [11] 左建平, 黄亚明, 熊国军, 等.脆性岩石破坏的能量跌落系数研究[J].岩土力学, 2014, 35(2):321-327. http://www.cnki.com.cn/Article/CJFDTOTAL-YTLX201402002.htm [12] 金解放, 李夕兵, 王观石, 等.循环冲击载荷作用下砂岩破坏模式及其机理[J].中南大学学报(自然科学版), 2012, 43(4):1453-1461. http://www.cnki.com.cn/Article/CJFDTOTAL-ZNGD201204042.htm [13] 宋卫东, 明世祥, 王欣, 等.岩石压缩损伤破坏全过程试验研究[J].岩石力学与工程学报, 2010, 29(增刊2):4180-4187. http://www.cnki.com.cn/Article/CJFDTOTAL-YSLX2010S2105.htm [14] 谢和平, 彭瑞东, 鞠杨.岩石变形破坏过程中的能量耗散分析[J].岩石力学与工程学报, 2004, 23(21):3565-3570. http://www.cnki.com.cn/Article/CJFDTOTAL-YSLX200421001.htm [15] 赵忠虎, 谢和平.岩石变形破坏过程中的能量传递和耗散研究[J].四川大学学报(工程科学版), 2008, 40(2):26-31. http://www.cnki.com.cn/Article/CJFDTOTAL-SCLH200802006.htm [16] 赵忠虎, 鲁睿, 张国庆.岩石破坏全过程中的能量变化分析[J].矿业研究与开发, 2006, 26(5):8-11. http://www.cnki.com.cn/Article/CJFDTOTAL-KYYK200605002.htm [17] 潘岳, 王志强.岩体动力失稳的功、能增量——突变理论研究方法[J].岩石力学与工程学报, 2004, 23(9):1433-1438. http://www.cnki.com.cn/Article/CJFDTOTAL-YSLX200409004.htm [18] 彭瑞东, 谢和平, 鞠杨, 等.试验机弹性储能对岩石力学性能测试的影响[J].力学与实践, 2005(3):51-55. http://www.cnki.com.cn/Article/CJFDTOTAL-LXYS200503012.htm



计量
- 文章访问数: 56
- HTML全文浏览量: 46
- PDF下载量: 3
